- Published on
Abnormal Noise pada Centrifugal Pump – Identifikasi Sumber Getaran & Kavitasi
- Authors
📘 ARTIKEL 2: Abnormal Noise pada Centrifugal Pump – Identifikasi Sumber Getaran & Kavitasi
- 📘 ARTIKEL 2 Abnormal Noise pada Centrifugal Pump – Identifikasi Sumber Getaran & Kavitasi
- 1️⃣ Informasi Umum
- 2️⃣ Learning Objective
- 3️⃣ System Context & Criticality
- 4️⃣ Diagram Literacy Section (WAJIB)
- 5️⃣ Background & Failure Scenario
- 6️⃣ Symptom & Initial Finding
- 7️⃣ Possible Causes (Structured)
- 8️⃣ Step-by-Step Investigation
- 9️⃣ Root Cause & Contributing Factor
- 🔟 Reference Standard & Gap Analysis
- 1️⃣1️⃣ Corrective & Preventive Action
- 1️⃣2️⃣ Risk & Safety Reflection
- 1️⃣3️⃣ Data Interpretation & Trend Awareness
- 1️⃣4️⃣ Competency Mapping
- 1️⃣5️⃣ Discussion Question
- 1️⃣6️⃣ Key Takeaway
1️⃣ Informasi Umum
- Disiplin: Mechanical
- Level: Junior (0–2 tahun)
- Kategori: Troubleshooting
- Equipment: Centrifugal Pump – Utility / Process Service
- Referensi: API 610 awareness
Artikel ini berfokus pada investigasi abnormal noise dan kenaikan vibrasi pada pompa centrifugal, dengan tujuan membangun pola pikir teknisi junior agar mampu membedakan sumber masalah dari sisi mekanik (bearing, alignment, shaft) dan hidrolik/proses (cavitation, recirculation, restriksi suction).
Awareness terhadap API 610 digunakan sebagai rujukan praktik industri untuk memahami batasan operasi pompa (khususnya operasi mendekati BEP, integritas mekanik bearing & seal, serta kecukupan kondisi suction/NPSH). Dengan demikian, investigasi tidak berhenti pada “gejala suara”, tetapi dikaitkan dengan kondisi sistem dan data operasi sebagai dasar keputusan teknis.
2️⃣ Learning Objective
Setelah mempelajari bagian ini, teknisi diharapkan mampu:
Membedakan noise mekanik dan noise hidrolik
- Noise mekanik: berasal dari komponen berputar (bearing, shaft, coupling).
- Noise hidrolik: berasal dari fenomena fluida (cavitation, recirculation, turbulensi).
Menjelaskan hubungan antara NPSH dan cavitation Memahami bahwa cavitation terjadi ketika NPSH available < NPSH required, sehingga tekanan lokal di eye impeller turun di bawah vapor pressure fluida.
Mengidentifikasi minimal empat sumber vibrasi pompa, baik dari sisi:
- Mechanical,
- Hydraulic,
- Process,
- Human factor.
Menggunakan data suction pressure untuk investigasi awal, bukan hanya mengandalkan suara atau asumsi visual.
Learning objective ini membentuk transisi dari pendekatan “berbasis suara” menjadi “berbasis data dan sistem”.
3️⃣ System Context & Criticality
Dalam sistem proses industri petrokimia, pompa bukan sekadar mesin berputar. Ia adalah bagian dari rantai integritas proses.
Alur konsekuensi yang umum terjadi:
Pompa → Getaran meningkat → Bearing temperature naik → Seal rusak → Leakage hydrocarbon → Trip motor → Process upset.
Jika fenomena ini tidak dikontrol sejak awal:
- MTBF (Mean Time Between Failure) menurun.
- Frekuensi overhaul meningkat.
- Biaya maintenance membesar.
- Risiko kehilangan containment meningkat.
- Potensi kebakaran atau paparan bahan berbahaya muncul.
Vibrasi bukan hanya isu reliability, tetapi juga isu keselamatan.
Interaksi yang terlibat:
- Mechanical: bearing, shaft, impeller.
- Instrument: vibration sensor, pressure transmitter.
- Operation: pengaturan flow dan valve.
- Safety: potensi kebocoran hidrokarbon.
👉 Oleh karena itu, investigasi noise harus dilakukan dalam konteks sistem, bukan hanya komponen.
4️⃣ Diagram Literacy Section (WAJIB)
Investigasi abnormal noise wajib didukung oleh literasi diagram.
A. Pump Cross Section

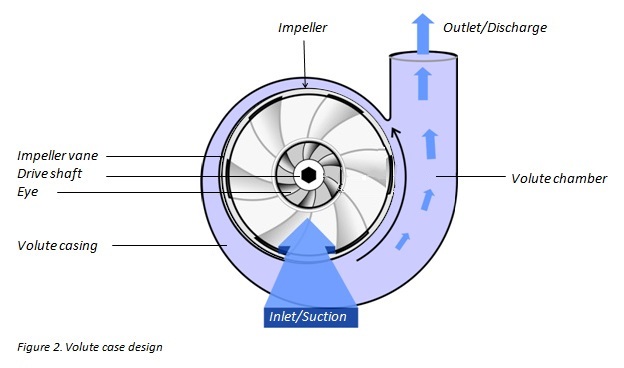

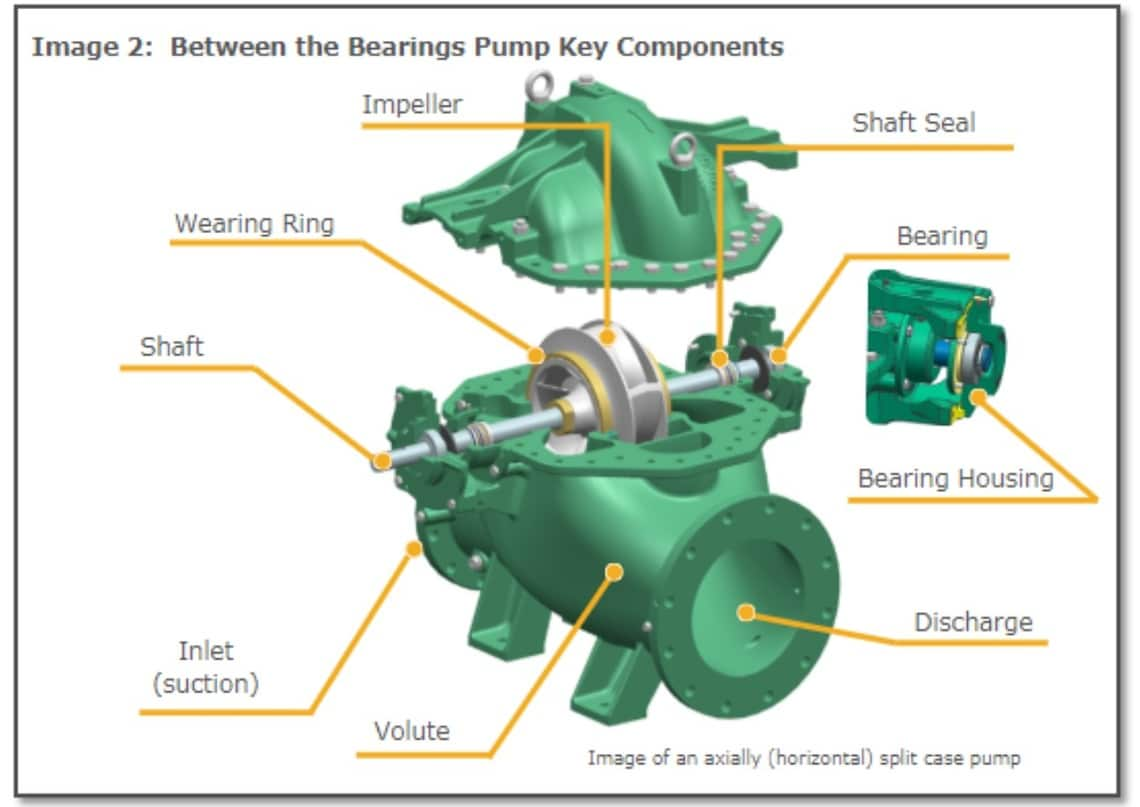
Teknisi harus mampu menunjukkan secara fisik pada diagram:
- Eye of impeller (area kritis cavitation)
- Volute casing
- Shaft
- Bearing radial
- Bearing thrust
- Seal chamber
Pemahaman ini penting untuk membedakan:
- Noise akibat bearing defect (lokasi housing),
- Noise akibat cavitation (lokasi eye impeller).
B. Jalur Suction–Discharge pada P&ID

Teknisi harus mampu:
- Menelusuri jalur suction dari tank ke eye impeller.
- Mengidentifikasi suction strainer.
- Mengidentifikasi suction valve.
- Menunjukkan lokasi pressure gauge / transmitter suction.
Suction line adalah area paling kritis dalam kasus cavitation.
C. Pump Curve (Flow vs Head)

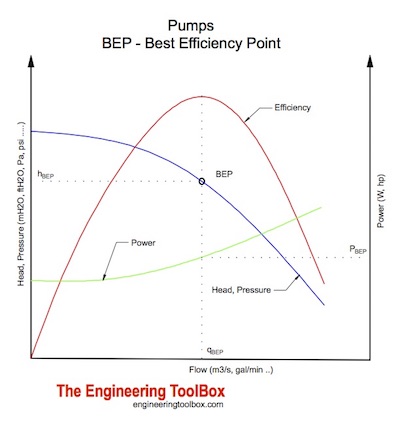

Teknisi harus memahami:
- Head menurun saat flow meningkat.
- Titik BEP (Best Efficiency Point).
- Operasi jauh dari BEP meningkatkan vibrasi.
- Kenaikan flow tanpa evaluasi pump curve dapat memicu recirculation atau cavitation.
Kompetensi Minimum Diagram Literacy
Teknisi harus mampu menjawab:
- Di mana cavitation terjadi pada pompa?
- Di mana posisi radial dan thrust bearing?
- Di mana suction pressure diukur?
- Apakah pompa beroperasi mendekati BEP?
Tanpa pemahaman diagram, investigasi noise hanya bersifat spekulatif.
5️⃣ Background & Failure Scenario
Pompa centrifugal beroperasi pada kondisi flow tinggi, mendekati kapasitas maksimum sistem. Secara visual, unit tetap berjalan tanpa trip.
Operator melaporkan:
- Suara seperti “kerikil” atau “pasir berderak” dari area pompa.
- Vibrasi meningkat dibanding kondisi normal.
- Discharge pressure sedikit fluktuatif.
Motor ampere terpantau naik tipis, namun masih dalam batas normal operasi.
Secara kasat mata, tidak terdapat indikasi kegagalan besar. Namun kombinasi noise + vibrasi + fluktuasi tekanan menunjukkan adanya deviasi kondisi hidrolik atau ketidakseimbangan mekanik.
Karakter suara “kerikil” merupakan indikasi klasik fenomena cavitation, namun tidak boleh langsung disimpulkan tanpa verifikasi data.
6️⃣ Symptom & Initial Finding
Terlihat (Visual & Auditory)
- Noise bersifat intermittent, terutama saat beban meningkat.
- Vibrasi casing terasa lebih kasar dibanding baseline.
- Tidak terdapat kebocoran eksternal.
Terukur (Data Instrument)
- Suction pressure lebih rendah dari nilai historis normal.
- Flow tercatat lebih tinggi dari design point.
- Vibration meningkat dibanding baseline (misal +15–20%).
- Discharge pressure fluktuatif.
Analisa Awal Operator
Operator menyimpulkan bahwa bearing rusak, karena peningkatan vibrasi sering diasosiasikan langsung dengan kegagalan bearing.
Namun secara teknik:
- Bearing defect umumnya menghasilkan vibrasi yang meningkat konsisten.
- Noise bearing berbeda karakter dengan noise cavitation.
- Penurunan suction pressure mengarah pada isu hidrolik.
Tahap ini krusial untuk menghindari misdiagnosis dan pembongkaran yang tidak perlu.
7️⃣ Possible Causes (Structured)
Klasifikasi penyebab harus dilakukan secara sistematis untuk mencegah bias analisis.
Mechanical
Bearing defect Kerusakan elemen rolling atau raceway.
Misalignment coupling Menghasilkan vibrasi radial dan axial abnormal.
Bent shaft Menyebabkan unbalance dan vibrasi periodik.
Hydraulic
Cavitation (NPSH available < NPSH required) Tekanan di eye impeller turun di bawah vapor pressure → terbentuk gelembung → kolaps → noise & vibrasi.
Internal recirculation Operasi jauh dari BEP dapat menyebabkan aliran balik internal.
Flow jauh dari BEP (Best Efficiency Point) Operasi di ujung kiri/kanan kurva meningkatkan beban radial.
Process
Suction strainer tersumbat Meningkatkan pressure drop pada suction line.
Valve suction tidak fully open Mengurangi NPSH available.
Tank level terlalu rendah Static head tidak mencukupi.
Instrument
Pressure transmitter error Suction pressure terbaca lebih rendah dari aktual.
Vibration sensor drift Data tidak representatif.
Human
- Perubahan flow tanpa review pump curve Operasi dinaikkan untuk kebutuhan produksi tanpa evaluasi batas desain.
Struktur ini menegaskan bahwa:
Noise ≠ langsung bearing rusak. Investigasi harus dimulai dari sisi sistem dan data, bukan asumsi berbasis pengalaman semata.
8️⃣ Step-by-Step Investigation
Investigasi harus mengikuti prinsip eliminasi sistematis, dimulai dari data operasi dan kondisi sistem sebelum masuk ke komponen internal.
1. Bandingkan Suction Pressure dengan Histori 7 Hari Terakhir
- Evaluasi tren penurunan tekanan suction.
- Identifikasi apakah penurunan bersifat gradual atau tiba-tiba.
- Bandingkan dengan perubahan flow produksi.
Penurunan suction pressure yang konsisten merupakan indikator awal potensi cavitation.
2. Periksa Tank Level dan Valve Lineup
- Pastikan level tank mencukupi untuk menghasilkan static head yang memadai.
- Verifikasi suction valve fully open.
- Pastikan tidak ada isolasi parsial atau bypass tertutup.
Verifikasi ini dilakukan menggunakan P&ID sebagai referensi utama.
3. Cek Vibration Reading (Axial vs Radial)
- Vibrasi radial tinggi sering berkaitan dengan unbalance atau cavitation.
- Vibrasi axial tinggi dapat mengindikasikan thrust load atau misalignment.
- Bandingkan spektrum jika tersedia (awareness level junior).
Pola vibrasi membantu membedakan antara masalah mekanik dan hidrolik.
4. Dengarkan Karakter Noise
- Noise bearing biasanya konstan dan meningkat progresif.
- Noise cavitation sering bersifat intermittent dan menyerupai suara “kerikil”.
Karakter suara menjadi indikasi awal, namun tetap harus diverifikasi dengan data tekanan.
5. Bandingkan Operating Point dengan Pump Curve
- Identifikasi posisi aktual flow terhadap BEP.
- Evaluasi apakah pompa beroperasi di sisi kanan kurva (over-flow condition).
- Operasi jauh dari BEP meningkatkan beban radial dan risiko vibrasi.
6. Inspeksi Suction Strainer Jika Diperlukan
Dilakukan setelah verifikasi data menunjukkan indikasi restriksi suction.
Langkah sebelum inspeksi:
- Depressurize.
- Drain line.
- Terapkan LOTO.
Decision Logic
Prinsip utama:
Jangan menyimpulkan bearing failure sebelum memverifikasi kondisi hidrolik.
Sebagian besar kasus noise dengan suction pressure rendah berkaitan dengan masalah sistem, bukan komponen internal.
9️⃣ Root Cause & Contributing Factor
Root Cause
Low NPSH akibat suction line restriction karena suction strainer partially blocked.
Restriksi ini menyebabkan:
- Tekanan di eye impeller turun di bawah vapor pressure.
- Terjadi cavitation.
- Timbul noise dan vibrasi.
Contributing Factor
- Tidak ada monitoring differential pressure pada suction strainer.
- Flow dinaikkan mendekati kapasitas maksimum tanpa evaluasi margin NPSH.
- Tidak ada review operating envelope terhadap pump curve.
Root cause teknis diperparah oleh kelemahan kontrol operasi.
🔟 Reference Standard & Gap Analysis
Standar referensi:
American Petroleum Institute – API 610
API 610 menekankan:
- Operasi mendekati BEP untuk meminimalkan vibrasi.
- Margin NPSH yang memadai untuk mencegah cavitation.
- Integritas mekanik bearing dan seal untuk layanan hidrokarbon.
Gap yang Ditemukan
- Tidak ada review operating point terhadap design curve.
- Tidak ada alarm suction pressure low.
- Tidak ada monitoring differential pressure strainer.
- Tidak ada evaluasi perubahan flow terhadap batas desain pompa.
Gap ini menunjukkan perlunya integrasi antara operation, instrument, dan mechanical dalam pengendalian kondisi pompa.
1️⃣1️⃣ Corrective & Preventive Action
Tindakan harus memulihkan kondisi operasi segera dan sekaligus memperkuat sistem agar kejadian tidak berulang.
Immediate
Bersihkan suction strainer Tujuan: menghilangkan pressure drop pada suction line sehingga NPSH available kembali mencukupi dan cavitation berhenti.
Turunkan flow sementara Tujuan: menggeser operating point menjauh dari kondisi over-flow dan mengurangi beban hidrolik serta potensi recirculation.
Catatan teknis: Immediate action harus dievaluasi melalui perubahan suction pressure, stabilitas discharge pressure, dan penurunan vibrasi setelah koreksi.
Permanent
Tambahkan monitoring differential pressure (ΔP) strainer Implementasi minimum yang disarankan:
- Dua titik pressure tap (upstream–downstream strainer)
- Indikasi ΔP lokal dan/atau transmitter ke DCS
- Alarm ΔP high sebagai early warning restriksi suction
Edukasi operator mengenai BEP Materi wajib:
- Konsep BEP dan dampak operasi jauh dari BEP
- Hubungan flow tinggi dengan NPSH margin
- Dampak cavitation terhadap impeller, bearing, dan seal
Tujuan tindakan permanen adalah mengubah perilaku operasi dan menutup gap kontrol kondisi suction.
Monitoring
Parameter monitoring yang wajib menjadi standar operasional:
- Trend suction pressure (indikator utama NPSH available)
- Trend vibration (indikator efek mekanik dari deviasi hidrolik)
- Operating point vs pump curve (kontrol agar operasi tidak melenceng dari envelope desain)
Monitoring bukan sekadar pencatatan, tetapi dasar keputusan operasi dan maintenance.
1️⃣2️⃣ Risk & Safety Reflection
Jika cavitation dan vibrasi dibiarkan berlanjut, konsekuensinya progresif dan mahal:
Impeller erosion Kolaps gelembung cavitation mengikis permukaan impeller dan volute.
Bearing premature failure Beban dinamis meningkat, temperatur naik, pelumasan terdegradasi.
Seal leakage → potensi paparan fluida berbahaya Pada layanan hidrokarbon, kebocoran berarti potensi kehilangan containment, paparan, dan risiko kebakaran.
Sebelum membuka suction line untuk inspeksi/cleaning:
- Depressurize sistem hingga tekanan nol yang tervalidasi.
- Drain fluida sesuai prosedur dan pastikan zero inventory.
- Terapkan LOTO untuk memastikan isolasi energi dan mencegah start tidak sengaja.
Poin kunci: Cavitation bukan hanya isu mekanik, tetapi dapat berkembang menjadi isu keselamatan proses melalui kerusakan seal dan kehilangan containment.
1️⃣3️⃣ Data Interpretation & Trend Awareness
Pada kasus ini, sinyal awal biasanya sudah muncul namun sering diabaikan.
Early Warning yang Sering Terlewat
Suction pressure turun perlahan Indikasi restriksi suction, level turun, atau valve tidak fully open.
Flow meningkat tanpa evaluasi pump curve Menggeser operasi menjauh dari BEP dan menggerus margin NPSH.
Vibration naik 10–20% dari baseline Deviasi kecil tetapi konsisten merupakan alarm dini yang sangat bernilai.
Parameter Penting yang Wajib Dipantau
- Suction pressure (indikator utama kondisi suction/NPSH margin)
- Discharge pressure (stabilitas sistem dan pergeseran operating point)
- Vibration RMS (indikator dampak mekanik)
- Bearing temperature (indikator beban dan degradasi pelumasan)
Prinsip untuk teknisi junior: Trend lebih penting daripada snapshot. Satu angka “normal” tidak membuktikan kondisi aman bila tren menunjukkan penurunan bertahap.
1️⃣4️⃣ Competency Mapping
Bagian ini menghubungkan materi teknis dengan progres pengembangan kompetensi teknisi junior.
Vibration Awareness
A → W
A (Awareness): Mengenali bahwa vibrasi dapat berasal dari faktor mekanik maupun hidrolik.
W (Working Knowledge): Mampu membedakan indikasi awal vibrasi radial dan axial, serta mengaitkannya dengan kondisi suction dan operating point.
Pump Hydraulic Understanding
W → I
W (Working Knowledge): Memahami konsep dasar NPSH, BEP, dan hubungan flow–head.
I (Independent): Mampu mengevaluasi apakah deviasi tekanan suction dan flow berpotensi memicu cavitation sebelum terjadi kerusakan internal.
System Thinking (Mechanical–Process Interaction)
A → W
A (Awareness): Menyadari bahwa perubahan flow dan level tank mempengaruhi kondisi pompa.
W (Working Knowledge): Mampu mengaitkan perubahan operasi proses dengan peningkatan vibrasi dan risiko kegagalan mekanik.
Kompetensi yang dituju bukan sekadar mengenali noise, tetapi memahami interaksi sistem secara menyeluruh.
1️⃣5️⃣ Discussion Question
Mengapa cavitation menghasilkan suara seperti kerikil? Jelaskan fenomena pembentukan dan kolaps gelembung uap pada eye impeller.
Mengapa operating jauh dari BEP meningkatkan vibrasi? Kaitkan dengan distribusi beban radial dan recirculation internal.
Mengapa ampere normal tidak meniadakan risiko hidrolik? Jelaskan perbedaan antara performa mekanik motor dan kondisi aliran fluida.
Apa perbedaan noise bearing dan cavitation secara karakter suara? Bandingkan pola suara kontinu vs intermittent serta korelasinya dengan data tekanan.
Pertanyaan ini bertujuan melatih analisa berbasis fisika fluida dan sistem, bukan asumsi.
1️⃣6️⃣ Key Takeaway
- Noise tidak selalu berarti bearing rusak.
- Selalu evaluasi NPSH dan posisi operating point terhadap pump curve.
- Sekitar 70% vibrasi pada pompa proses berasal dari kondisi sistem, bukan kerusakan internal awal.
- Investigasi harus berbasis data (pressure, flow, vibration) dan literasi diagram (P&ID dan pump curve).
- Troubleshooting yang matang dimulai dari sistem, bukan dari pembongkaran komponen.
Dengan selesainya Artikel 2, kompetensi Junior Mechanical diperluas dari sekadar inspeksi visual menjadi analisa vibrasi dan pemahaman hidrolik berbasis sistem.
Catatan Penyusunan Artikel ini merupakan bagian dari serial peningkatan kompetensi yang dirancang untuk diikuti secara berurutan guna membangun pemahaman sistematis dan bertahap. Meskipun demikian, setiap artikel tetap dapat dibaca secara terpisah sebagai referensi mandiri sesuai kebutuhan pembaca. Materi disusun berdasarkan berbagai sumber pustaka teknis, praktik lapangan industri, serta dukungan alat bantu penulisan. Pembaca disarankan melakukan verifikasi lanjutan dan penyesuaian teknis sesuai dengan standar perusahaan, kondisi aktual peralatan, serta regulasi keselamatan yang berlaku.