- Published on
Industrial Process Control & PID Tuning
- Authors
📘 Industrial Process Control & PID Tuning Fondasi Stabilitas Operasi, Reliability, dan Process Safety di Pabrik Petrokimia
- BAB I — Executive Context: Control Loop sebagai Penjaga Stabilitas Plant
- BAB II — Fundamental Industrial Control System
- BAB III — Memahami Dinamika Proses: Fondasi Nyata sebelum Melakukan Tuning
- BAB IV — Persamaan PID dan Makna Fisiknya
- BAB V — Rule of Thumb Tuning (Tacit Knowledge Control Engineer)
- BAB VI — Advanced Control Architectures
- BAB VII — Dampak Langsung terhadap Reliability dan Asset Life
- BAB VIII — Control Loop dalam Perspektif Process Safety
- BAB IX — Kesalahan Tuning Paling Mahal di Industri
- BAB X — Checklist Praktis sebelum Menyatakan Loop “Well Tuned”
- BAB XI — Penutup Strategis
- 📚 Referensi Utama (Highly Authoritative)
BAB I — Executive Context: Control Loop sebagai Penjaga Stabilitas Plant
Tujuan Bab
Membangun kesadaran bahwa control loop bukan sekadar komponen otomasi, melainkan bagian integral dari arsitektur keselamatan proses, keandalan operasi, dan perlindungan aset di lingkungan industri berisiko tinggi seperti pabrik petrokimia.
Dalam banyak kasus investigasi insiden industri, kegagalan besar jarang diawali oleh kerusakan spektakuler. Sebaliknya, ia sering dimulai dari deviasi kecil yang tidak segera dikoreksi — dan di sinilah control loop berperan sebagai penjaga pertama stabilitas proses.
Plant yang stabil bukanlah plant tanpa gangguan — tetapi plant yang mampu mengoreksi gangguan sebelum berkembang menjadi eskalasi operasional.
1.1 Mengapa Control Loop Menentukan Nasib Plant
Pada operasi proses kontinu, setiap detik terjadi interaksi kompleks antara:
- massa
- energi
- tekanan
- temperatur
- reaksi kimia
Tanpa mekanisme koreksi otomatis, sistem akan dengan cepat bergerak keluar dari batas operasional yang aman.
Control loop berfungsi sebagai:
first line of defense — lapisan proteksi aktif sebelum intervensi manusia diperlukan.
Operator yang baik tetap membutuhkan waktu untuk mengamati, menganalisis, lalu bertindak. Control loop bekerja dalam orde milidetik hingga detik, menjaga proses tetap berada dalam operating envelope.
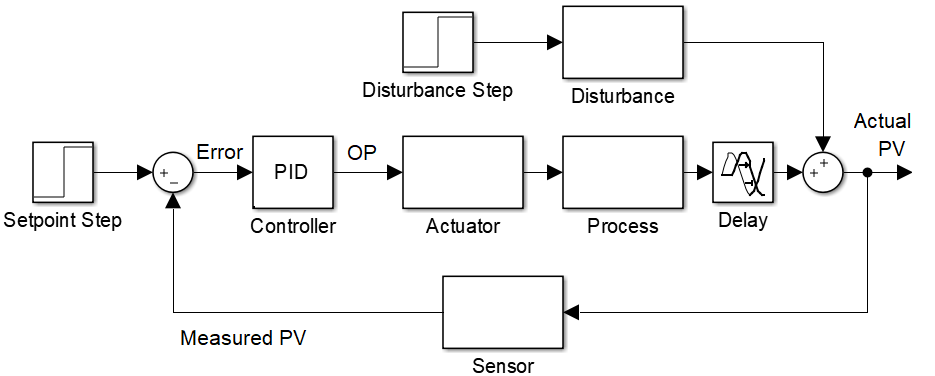
Ilustrasi Fundamental Closed-Loop Control

Makna industrial dari diagram di atas:
Aliran informasi dan energi terjadi secara simultan:
- Sensor membaca kondisi aktual proses (Process Variable / PV)
- Controller membandingkannya dengan target (Setpoint / SP)
- Koreksi dihitung dan dikirim sebagai Output (OP)
- Final control element (misalnya control valve) menyesuaikan kondisi proses
Siklus ini berlangsung terus-menerus.
Tanpa loop ini, plant praktis beroperasi dalam kondisi open loop, yang pada proses berenergi tinggi merupakan situasi berisiko.
Control Loop dan Empat Pilar Kinerja Plant
1. Kestabilan Produksi
Fluktuasi kecil pada variabel proses dapat menyebabkan:
- reactor conversion tidak optimal
- distillation column kehilangan efisiensi pemisahan
- recycle meningkat
Loop yang dituning dengan baik menjaga proses mendekati kondisi desain.
2. Konsumsi Energi
Loop yang oscillatory sering menghasilkan:
- steam overuse
- heater cycling
- compressor load swing
Dalam horizon tahunan, dampaknya dapat setara dengan biaya energi yang sangat signifikan.
Stabilitas adalah bentuk efisiensi energi yang paling jarang disadari.
3. Kualitas Produk
Deviasi temperatur beberapa derajat saja dapat:
- menggeser spesifikasi produk
- meningkatkan reprocessing
- memperbesar giveaway
Di unit bernilai tinggi, stabilitas kontrol berbanding lurus dengan margin keuntungan.
4. Umur Peralatan (Asset Life)
Loop yang agresif sering menyebabkan:
- control valve hunting
- actuator fatigue
- thermal cycling pada heat exchanger
- stress berulang pada rotating equipment
Dari perspektif reliability:
Tuning PID yang baik adalah strategi perlindungan aset.
Control Instability sebagai Akar Tersembunyi Banyak Trip
Banyak trip plant tidak disebabkan oleh kegagalan tunggal, tetapi oleh rangkaian kecil deviasi yang saling memperkuat.
Pola umum yang sering terjadi:
- Loop menjadi oscillatory
- Operating margin menyempit
- Alarm mulai muncul
- Operator meningkatkan intervensi manual
- Sistem proteksi aktif
- Plant trip
Dalam investigasi pasca-kejadian, control loop sering muncul sebagai contributing factor, meskipun bukan penyebab utama.
Instabilitas yang dibiarkan adalah bentuk degradasi operasional yang berjalan perlahan.
1.2 BPCS dalam Kerangka Process Safety
Untuk memahami pentingnya control loop, ia harus ditempatkan dalam struktur proteksi berlapis yang dikenal dalam praktik keselamatan proses.
Ilustrasi Layer of Protection

Dalam kerangka Layer of Protection Analysis (LOPA), urutan proteksi umumnya meliputi:
- Process design
- Basic Process Control System (BPCS)
- Alarm + operator response
- Safety Instrumented System (SIS)
- Relief devices (PSV)
- Physical mitigation
Posisi BPCS sangat strategis karena ia adalah:
lapisan aktif pertama yang mencegah deviasi berkembang menjadi kondisi berbahaya.
Hubungan BPCS dengan Alarm Management
Loop yang stabil menghasilkan alarm yang bermakna.
Sebaliknya, loop buruk menciptakan:
- alarm flooding
- nuisance alarm
- operator desensitization
Ketika operator mulai mengabaikan alarm, risiko sistemik meningkat.
Hubungan dengan Safety Instrumented System (SIS)
SIS tidak dirancang untuk operasi normal.
Ia adalah proteksi terakhir.
Namun ketika control loop gagal menjaga stabilitas:
→ frekuensi demand terhadap SIS meningkat.
Konsekuensinya:
- risiko spurious trip naik
- availability plant turun
- mechanical stress akibat shutdown meningkat
Loop buruk tidak hanya mengganggu operasi — tetapi juga menggerus integritas sistem keselamatan.
Hubungan dengan PSV Demand
Pressure Safety Valve idealnya jarang beroperasi.
Namun kontrol tekanan yang tidak stabil dapat menyebabkan:
- frequent lifting
- seat wear
- potensi leakage
Dalam jangka panjang, ini menciptakan paparan risiko tambahan.
Prinsip Kritis yang Harus Dipegang Engineer
Control loop yang baik memperlebar jarak antara operasi normal dan batas proteksi. > Control loop yang buruk justru mendorong proses mendekati batas tersebut.
Penegasan Bab
Control loop sering tidak terlihat ketika bekerja dengan baik. Tidak ada alarm, tidak ada drama operasional, dan grafik tren tampak tenang.
Namun justru dalam “ketenangan” itulah stabilitas plant dijaga.
Sebaliknya, ketika control mulai kehilangan kendali, tanda-tandanya sering muncul perlahan — hingga suatu saat sistem proteksi harus mengambil alih.
Control loop yang andal adalah penjaga senyap stabilitas plant — bekerja terus-menerus agar deviasi kecil tidak pernah berkembang menjadi kegagalan besar.
1.3 Filosofi Senior Engineer
- Plant tidak membutuhkan loop tercepat.
- Plant membutuhkan loop paling predictable.
Perkenalkan prinsip besar:
Stability is a safety feature.
BAB II — Fundamental Industrial Control System
Tujuan Bab
Memberikan fondasi konseptual mengenai sistem kontrol industri dengan pendekatan engineering-practical, sehingga mudah dipahami oleh engineer lapangan tanpa terjebak dalam formulasi akademik yang tidak langsung aplikatif.
Bab ini penting karena kualitas tuning tidak pernah melampaui kualitas pemahaman terhadap struktur loop itu sendiri.
Engineer tidak benar-benar dapat men-tune loop jika belum memahami bagaimana energi dan informasi bergerak di dalamnya.
2.1 Anatomy of a Control Loop
Pada level paling fundamental, setiap control loop industri dibangun untuk menjawab satu pertanyaan sederhana:
Bagaimana menjaga variabel proses tetap berada pada nilai yang diinginkan meskipun kondisi terus berubah?
Untuk menjawabnya, sistem membutuhkan rantai komponen yang bekerja tanpa henti.
Ilustrasi Anatomy Control Loop
Aliran Fundamental dalam Control Loop
Prinsip paling penting yang harus ditanamkan sejak awal:
Informasi mengalir ke controller — energi mengalir ke proses.
Keduanya tidak boleh tertukar secara konseptual.
Mari kita bedah setiap komponen.
1. Sensor — Titik Kontak dengan Realitas Fisik
Sensor adalah elemen pertama yang “merasakan” kondisi proses.
Contoh industrial:
- RTD / Thermocouple → temperature reactor
- Strain gauge → pressure
- Coriolis / DP flowmeter → flow
- Radar level → inventory column
Karakter kritikal sensor:
- akurasi
- repeatability
- response time
Sensor yang lambat secara efektif menambah dead time, yang secara langsung memperumit stabilitas kontrol.
Controller terbaik sekalipun tidak dapat mengompensasi pengukuran yang buruk.
2. Transmitter — Penerjemah Dunia Fisik ke Bahasa Elektronik
Transmitter mengubah sinyal mentah menjadi format standar industri, biasanya:
4–20 mA
HART
Fieldbus
Modbus
Digital Ethernet
Selain konversi sinyal, transmitter modern sering melakukan:
- filtering
- linearization
- temperature compensation
Kesalahan kalibrasi transmitter adalah salah satu penyebab paling umum dari pseudo-control problem — tampak seperti tuning issue, padahal akar masalahnya adalah pengukuran.
3. Controller — Otak Pengambil Keputusan
Controller (umumnya berada di DCS atau PLC) menjalankan logika kontrol:
- Membandingkan PV dengan SP
- Menghitung error
- Menentukan aksi korektif
Keputusan ini terjadi terus-menerus dalam interval sangat cepat.
Pada plant modern, satu controller dapat melakukan ribuan kalkulasi per detik.
Namun penting disadari:
Controller tidak “mengendalikan proses.” Ia hanya mengendalikan final control element.
4. Actuator — Penerjemah Keputusan Menjadi Gerakan
Actuator mengubah sinyal kontrol menjadi aksi mekanik.
Jenis umum:
- pneumatic diaphragm
- piston actuator
- electric motor actuator
- hydraulic drive
Dalam banyak plant petrokimia, actuator pneumatik masih dominan karena:
- intrinsically safer
- response cepat
- desain robust
Namun actuator juga memiliki keterbatasan:
- hysteresis
- stiction
- air supply sensitivity
Masalah ini sering disalahartikan sebagai tuning PID.
5. Final Control Element (FCE) — Titik Intervensi Energi
FCE adalah perangkat yang benar-benar memodifikasi proses.
Paling umum:
- control valve
- variable speed drive
- damper
- louver
- heater power regulator
Jika control loop diibaratkan sistem saraf, maka FCE adalah ototnya.
Sebagian besar variabilitas kontrol justru berasal dari sini.
Dalam praktik reliability, control valve sering disebut sebagai most abused mechanical device in the plant.
Insight Industrial Penting
Control loop bukan hanya sistem elektronik.
Ia adalah integrasi:
- instrumentasi
- mekanik
- fluida
- termal
- logika kontrol
Melihatnya hanya sebagai “parameter PID” adalah penyederhanaan berbahaya.
2.2 Closed Loop vs Open Loop
Secara teori, sistem dapat beroperasi dalam dua mode.
Namun secara industrial, pilihannya hampir selalu jelas.
Closed Loop — Standar Operasi Industri
Pada closed loop:
→ PV terus diukur → dibandingkan dengan SP → dikoreksi secara otomatis
Keunggulan utamanya:
✔ Self-correcting
✔ disturbance tolerant
✔ stabil jangka panjang
Tanpa closed loop, operator harus melakukan koreksi manual terus-menerus — sesuatu yang tidak realistis pada proses berkecepatan tinggi.
Open Loop — Hanya Layak untuk Kasus Terbatas
Pada open loop:
→ tidak ada feedback.
Contoh sederhana:
- pompa dijalankan pada fixed speed
- heater diberi daya konstan
Masalahnya muncul ketika kondisi berubah.
Dan dalam plant proses:
kondisi selalu berubah.
Risiko Open Loop pada Proses Kontinu
Bayangkan furnace tanpa feedback temperatur:
- perubahan komposisi fuel
- variasi udara pembakaran
- fouling burner
Semua akan mendorong temperatur menjauh dari target.
Tanpa koreksi otomatis, operator hanya bereaksi setelah deviasi terjadi — sering kali terlambat.
Open loop pada sistem berenergi tinggi pada dasarnya adalah memperbesar exposure terhadap risiko.
Karena itu, open loop biasanya hanya diterima ketika:
- dinamika sangat stabil
- risiko rendah
- atau sebagai fallback sementara.
2.3 Setpoint, Process Variable, dan Error
Meskipun terdengar elementer, tiga konsep ini adalah jantung kontrol.
Namun engineer senior melihatnya secara berbeda dari definisi buku.
1. Setpoint (SP) — Representasi Intent Operasional
SP bukan sekadar angka.
Ia mencerminkan:
- target produksi
- batas desain
- strategi energi
- margin keselamatan
Mengubah SP berarti mengubah kondisi operasi plant.
2. Process Variable (PV) — Cerminan Realitas Plant
PV adalah satu-satunya kebenaran yang diketahui controller.
Namun PV selalu memiliki keterbatasan:
- noise
- measurement lag
- drift
Engineer berpengalaman tidak pernah menerima PV secara naif — mereka memahami kualitas instrumennya.
3. Error — Pemicu Semua Aksi Kontrol
Error bukan sesuatu yang harus dihilangkan sepenuhnya setiap saat.
Mengejar zero-error secara agresif sering menghasilkan:
- oscillation
- valve wear
- thermal stress
Plant yang sehat sering menunjukkan error kecil namun stabil.
Contoh Industrial
- Reactor Temperature
Deviasi kecil dapat mempengaruhi:
- reaction rate
- selectivity
- by-product formation
- Compressor Pressure
Pressure swing dapat menyebabkan:
- surge margin menyempit
- recycle meningkat
- energi terbuang
- Column Level
Level terlalu fluktuatif akan mengganggu:
- hydraulic balance
- separation efficiency
2.4 Disturbance — Musuh Utama Stabilitas
Engineer pemula sering menilai kualitas kontrol dari:
seberapa cepat PV mencapai SP.
Engineer senior menilai dari:
seberapa baik loop meredam gangguan.
Ini adalah pergeseran pola pikir yang sangat penting.
Apa Itu Disturbance?
Disturbance adalah variabel eksternal yang mempengaruhi proses tetapi tidak dikendalikan langsung oleh loop.
Dalam plant nyata, disturbance adalah keniscayaan, bukan pengecualian.
Contoh Disturbance Industrial
- Fluktuasi Steam Header
Menyebabkan:
- heater duty berubah
- reboiler kehilangan stabilitas
- Perubahan Komposisi Feed
Mengubah:
- beban reaksi
- kebutuhan energi
- profil temperatur
- Fouling Heat Exchanger
Menggeser:
- heat transfer coefficient
- outlet temperature
Secara perlahan namun pasti.
Mengapa Disturbance Lebih Penting dari Setpoint Tracking?
Setpoint biasanya jarang berubah.
Disturbance terjadi terus-menerus.
Loop yang hebat bukan yang bergerak cepat saat SP diubah — melainkan yang membuat gangguan hampir tidak terlihat pada tren.
Operator sering menyebut ini sebagai:
quiet plant.
Dan quiet plant hampir selalu merupakan hasil dari kontrol yang baik.
Penegasan Bab
Memahami anatomy control loop dan dinamika dasarnya mengubah cara seorang engineer melihat operasi plant.
Kontrol bukan hanya algoritma.
Ia adalah mekanisme yang terus-menerus menjaga keseimbangan antara:
- produksi
- keselamatan
- efisiensi
- umur aset
Sebelum berbicara tentang tuning, seorang engineer harus terlebih dahulu memahami apa yang sebenarnya sedang ia kendalikan.
BAB III — Memahami Dinamika Proses: Fondasi Nyata sebelum Melakukan Tuning
Tujuan Bab
Menanamkan pemahaman bahwa tuning bukanlah aktivitas mencoba angka hingga “terasa baik”, melainkan keputusan engineering yang harus selaras dengan perilaku alami proses.
Banyak loop menjadi tidak stabil bukan karena parameter PID salah secara matematis, tetapi karena engineer mencoba memaksa proses berperilaku lebih cepat daripada kemampuan fisiknya.
Controller tidak dapat mengalahkan hukum termodinamika. Ia hanya dapat bekerja sejalan dengannya.
Untuk itu, setiap engineer perlu memahami tiga parameter fundamental yang membentuk dinamika proses.
3.1 Three Pillars of Process Dynamics
Setiap proses industri — dari heat exchanger hingga distillation column — pada dasarnya dapat dijelaskan melalui tiga karakter utama:
- Process Gain
- Time Constant
- Dead Time
Memahami ketiganya sering menjadi pembeda antara engineer yang “menyetel angka” dan engineer yang benar-benar memahami sistem.
Ilustrasi Respons Dinamis Proses


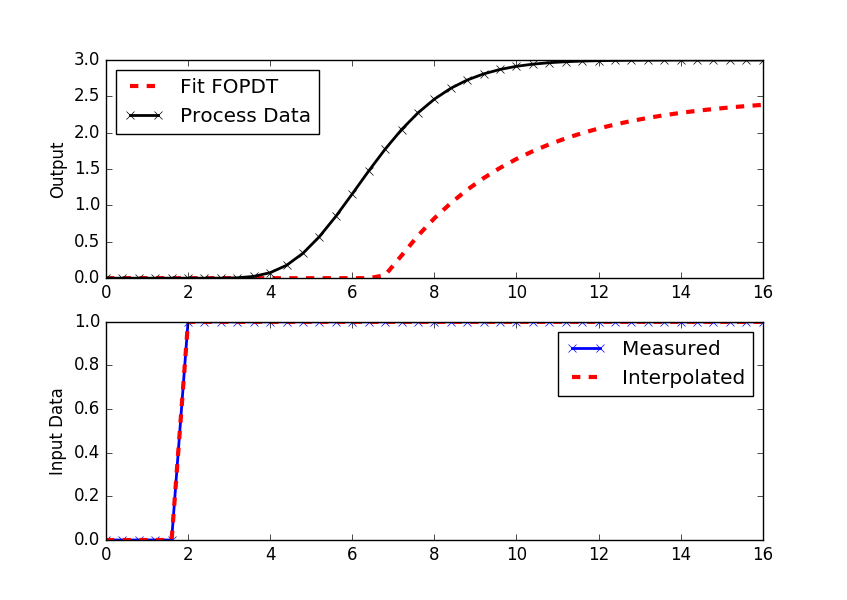
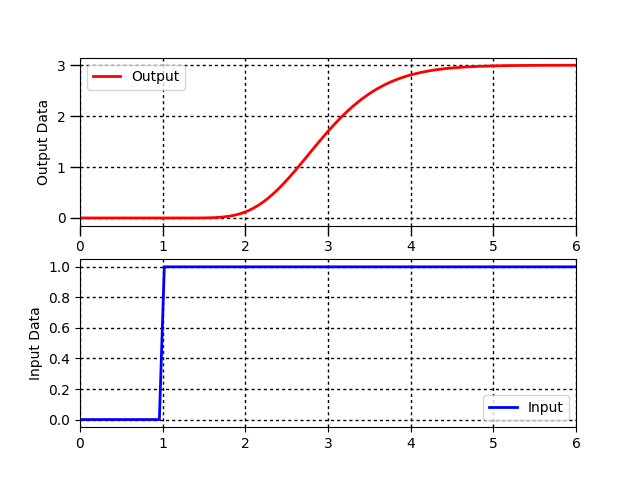
Gambar di atas merepresentasikan step response — cara paling klasik untuk membaca perilaku proses setelah suatu perubahan dilakukan.
Bayangkan sebuah valve dibuka beberapa persen. Kurva tersebut menunjukkan bagaimana PV bereaksi terhadap perubahan itu.
- ✔ Process Gain — Seberapa Sensitif Proses terhadap Perubahan
Secara intuitif:
Process gain menggambarkan “seberapa besar akibat dari suatu aksi kontrol.”
Jika perubahan kecil pada valve menghasilkan perubahan besar pada PV, maka proses memiliki gain tinggi.
Sebaliknya, jika valve harus bergerak jauh untuk menghasilkan efek kecil, proses memiliki gain rendah.
- Contoh Industrial
Gas flow control sering memiliki gain tinggi:
- sedikit valve opening → flow langsung meningkat signifikan.
Sebaliknya, temperature furnace biasanya memiliki gain lebih rendah:
- energi besar dibutuhkan → perubahan temperatur terjadi bertahap.
- Implikasi terhadap Tuning
Jika gain tinggi tetapi controller juga agresif:
→ risiko oscillation meningkat drastis.
Sebaliknya, gain rendah membutuhkan controller yang cukup “berani” agar respons tidak terlalu lambat.
Kesalahan klasik: menggunakan parameter tuning serupa pada proses dengan gain yang berbeda.
- ✔ Time Constant — Seberapa Cepat Proses Bereaksi
Time constant menjawab pertanyaan:
Setelah perubahan dilakukan, seberapa cepat proses mendekati kondisi baru?
Secara praktis, time constant sering diasosiasikan dengan waktu yang dibutuhkan proses untuk mencapai sekitar 63% dari perubahan totalnya.
Namun engineer tidak perlu terpaku pada angka tersebut — cukup pahami makna fisiknya:
Time constant adalah ukuran “inersia” proses.
- Contoh Industrial
Flow loop Respon hampir instan → time constant kecil.
Reactor temperature Massa fluida besar + heat capacity tinggi → time constant besar.
Distillation column Inventori internal tinggi → respons sangat lambat.
- Implikasi terhadap Tuning
Semakin besar time constant:
→ semakin kecil manfaat tuning agresif.
Memaksa proses lambat untuk bergerak cepat biasanya menghasilkan:
- overshoot
- cycling
- energi tidak stabil
Controller yang baik tidak mencoba mempercepat proses lambat — ia menjaga stabilitasnya.
- ✔ Dead Time — Musuh Terbesar Stabilitas
Dead time adalah periode ketika perubahan sudah dilakukan, tetapi PV belum menunjukkan respons apa pun.
Inilah parameter yang paling sering menyebabkan frustrasi dalam tuning.
Dead time besar → controller bekerja “dalam kegelapan.”
Ia bertindak tanpa mengetahui apakah aksinya sudah benar.
- Sumber Dead Time di Plant
Beberapa penyebab umum:
- jarak transport fluida dalam pipa panjang
- mixing delay dalam vessel
- sensor lag
- analyzer sampling delay
- thermal propagation
Pada unit besar, dead time dapat mencapai menit — bahkan puluhan menit.
- Mengapa Dead Time Berbahaya?
Bayangkan mengemudi dalam kabut tebal.
Anda memutar kemudi, tetapi baru melihat efeknya beberapa detik kemudian.
Jika Anda terus mengoreksi tanpa menunggu respons:
→ kendaraan akan zig-zag.
Inilah yang terjadi pada loop dengan dead time jika tuning terlalu agresif.
- Prinsip Emas Engineering
Semakin besar dead time, semakin konservatif tuning harus dibuat.
Banyak loop yang tampak “tidak responsif” sebenarnya sudah optimal — keterlambatan berasal dari fisika proses, bukan controller.
3.2 Klasifikasi Karakter Proses Industrial
Meskipun setiap proses unik, secara praktis engineer sering mengelompokkan dinamika proses ke dalam empat kategori besar.
| Karakter | Contoh | Konsekuensi Tuning |
|---|---|---|
| Fast | Flow | boleh agresif |
| Moderate | Pressure | balanced |
| Slow | Temperature | konservatif |
| Integrating | Level | PI dominan |
Mari kita pahami lebih dalam.
Fast Process — Respons Hampir Instan
Contoh paling jelas adalah flow control.
Perubahan valve → flow berubah hampir langsung.
- Konsekuensi:
- controller dapat lebih agresif
- derivative jarang diperlukan
- PI biasanya cukup
Namun hati-hati — gain sering tinggi.
Moderate Process — Membutuhkan Keseimbangan
Pressure control sering berada di tengah.
Tidak secepat flow, tetapi tidak selambat temperature.
- Tantangan:
- overshoot dapat memicu PSV
- tekanan fluktuatif mengganggu unit lain
Pendekatan terbaik biasanya balanced tuning.
Slow Process — Dunia Thermal
Temperature loop identik dengan:
- thermal inertia
- heat capacity besar
- propagation delay
- Konsekuensi:
- tuning harus sabar
- derivative kadang membantu
- agresivitas jarang berakhir baik
Engineer berpengalaman lebih memilih grafik tren yang “tenang” daripada respons cepat.
Integrating Process — Berbeda Secara Fundamental
Level adalah contoh klasik.
Jika inflow > outflow:
→ level akan terus naik tanpa batas.
Tidak ada titik keseimbangan alami.
- Implikasi:
- integral menjadi komponen utama
- proportional terlalu besar menyebabkan hunting
Loop integrating sering terlihat sederhana, tetapi dapat sangat menipu.
3.3 Mengapa Mayoritas Loop Industri Ditune Terlalu Agresif
Fenomena ini hampir universal.
Masuklah ke banyak control room — dan Anda akan menemukan loop yang:
- terlalu responsif
- oscillatory
- membuat valve bekerja keras
Mengapa ini terjadi?
- Obsesi terhadap Response Cepat
Secara psikologis, respons cepat terasa “lebih canggih”.
PV bergerak cepat → terlihat performatif.
Namun dalam operasi kontinu:
kecepatan jarang menjadi prioritas utama.
Stabilitas jauh lebih bernilai.
- Salah Memahami Performa Kontrol
Banyak engineer menilai kualitas loop dari:
seberapa cepat PV mencapai SP.
Padahal indikator yang lebih matang adalah:
- seberapa kecil deviasi saat disturbance
- seberapa jarang oscillation
- seberapa halus pergerakan valve
Loop terbaik sering terlihat membosankan.
Dan itu justru pujian tertinggi.
- Trade-Off Besar: Aggressiveness vs Robustness
Setiap keputusan tuning pada dasarnya memilih posisi di antara dua kutub:
| Aggressive | Robust |
|---|---|
| cepat | stabil |
| sensitif | tahan gangguan |
| berisiko oscillate | predictable |
Plant industri hampir selalu lebih diuntungkan oleh sisi robust.
Mengapa?
Karena realitas operasi penuh ketidakpastian:
- fouling bertambah
- catalyst aging
- ambient berubah
- valve tidak lagi ideal
Controller agresif yang bekerja baik hari ini bisa menjadi sumber instabilitas enam bulan kemudian.
- Insight Senior yang Jarang Ditulis
Plant tidak pernah menjadi lebih sederhana seiring waktu — ia menjadi lebih kompleks.
Karena itu tuning harus memberi ruang terhadap degradasi alami sistem.
Penegasan Bab
Memahami gain, time constant, dan dead time mengubah pendekatan seorang engineer terhadap kontrol.
Ia berhenti mencoba “mengalahkan proses” dan mulai bekerja selaras dengannya.
Tuning yang baik bukan tentang membuat proses bergerak cepat — tetapi memastikan ia bergerak dengan stabil dalam segala kondisi.
Tanpa pemahaman dinamika proses, tuning hanyalah eksperimen berulang.
Dengan pemahaman ini, tuning menjadi keputusan engineering yang terukur.
BAB IV — Persamaan PID dan Makna Fisiknya
Tujuan Bab
Mengubah persamaan matematis PID menjadi intuisi engineering yang operasional, sehingga engineer tidak hanya memahami “apa yang harus di-set”, tetapi juga mengapa perilaku loop berubah ketika parameter diubah.
Bab ini penting karena banyak masalah kontrol di plant bukan disebabkan oleh kurangnya fitur controller, melainkan oleh kurangnya pemahaman terhadap makna fisik di balik parameter PID.
Engineer yang matang tidak melihat PID sebagai rumus — tetapi sebagai representasi perilaku energi di dalam proses.
4.1 Persamaan Fundamental PID
Secara umum, bentuk kontinu PID dinyatakan sebagai:
Dimana:
- u(t) → output controller (misalnya posisi valve)
- e(t) → error (SP – PV)
- Kp → proportional gain
- Ti → integral time
- Td → derivative time
Persamaan ini terlihat sederhana, namun ia mengatur sebagian besar kestabilan proses industri modern.
Yang perlu ditekankan:
PID bukan sekadar algoritma matematis — ia adalah mekanisme pengambilan keputusan otomatis yang terus menerus menyeimbangkan proses.
Visualisasi Peran P, I, dan D terhadap Error




Ilustrasi di atas membantu melihat satu hal penting:
👉 setiap komponen PID mengubah bentuk respons sistem.
Bukan hanya kecepatannya — tetapi juga stabilitasnya.
4.2 Proportional — Keberanian Controller
Komponen proportional menghasilkan aksi kontrol yang sebanding dengan besar error:
Secara intuitif:
Semakin besar deviasi, semakin kuat koreksi.
Inilah sebabnya proportional sering dianggap sebagai “otot utama” controller.
Dampak terhadap Oscillation
Ketika Kp terlalu kecil:
- loop lambat
- disturbance bertahan lama
- recovery memakan waktu
Namun ketika Kp terlalu besar:
- PV mulai berosilasi
- controller overcorrect
- stabilitas menurun
Fenomena ini terjadi karena controller menjadi terlalu reaktif terhadap deviasi kecil.
Hubungan Langsung dengan Valve Movement
Inilah aspek yang sering diabaikan dalam teori.
Di lapangan, meningkatkan Kp berarti:
→ valve bergerak lebih sering → stroke amplitude meningkat → actuator duty naik
Dalam jangka panjang:
- packing wear meningkat
- linkage fatigue
- stiction muncul
Controller agresif sering “memindahkan beban” ke perangkat mekanik.
Dari perspektif reliability:
parameter tuning adalah keputusan mekanikal — bukan hanya kontrol.
Prinsip Praktis
Pendekatan yang sering digunakan engineer berpengalaman:
Naikkan Kp hingga sistem mulai menunjukkan kecenderungan oscillatory, lalu mundurkan ke zona stabil.
Ini bukan trial-and-error — ini membaca batas dinamika proses.
4.3 Integral — Kesabaran yang Berbahaya Jika Berlebihan
Jika proportional adalah keberanian, maka integral adalah ketekunan controller.
Integral bekerja dengan menjumlahkan error sepanjang waktu.
Tujuannya:
Menghilangkan offset.
Tanpa integral, PV sering berhenti sedikit di bawah atau di atas SP.
- Offset Removal
Bayangkan furnace temperature stabil di 178°C padahal SP = 180°C.
Proportional mungkin tidak cukup kuat untuk menutup gap tersebut.
Integral perlahan meningkatkan output hingga error benar-benar hilang.
Inilah fungsi utamanya.
- Integrator Windup — Masalah Klasik Industri
Masalah muncul ketika controller terus “mengakumulasi niat” sementara proses tidak mampu merespons.
Contoh:
- valve sudah 100% terbuka
- namun error masih ada
- integral terus bertambah
Ketika proses akhirnya merespons:
→ output menjadi berlebihan → overshoot besar terjadi.
Inilah yang disebut integrator windup.
- Overshoot dan Thermal Stress
Dalam proses thermal, overshoot bukan sekadar fenomena grafik.
Ia dapat menyebabkan:
- material expansion
- thermal fatigue
- degradasi catalyst
- produk off-spec
Karena itu:
Integral terlalu cepat adalah sumber banyak masalah plant.
- Prinsip Engineering yang Layak Diingat
Engineer senior hampir selalu memulai dengan integral yang konservatif.
Mengapa?
Plant nyata memiliki:
- delay tak terduga
- nonlinearitas
- equipment aging
Integral agresif bekerja baik di kondisi ideal — tetapi plant jarang ideal.
4.4 Derivative — Damping dan Antisipasi
Derivative membaca laju perubahan error.
Secara sederhana:
Ia mencoba memprediksi ke mana arah proses bergerak.
Jika PV naik terlalu cepat menuju SP:
→ derivative mengurangi output → overshoot ditekan
Karena itu derivative sering dianalogikan sebagai:
shock absorber pada kendaraan berat.
Derivative Bukan Default
Banyak loop industri berjalan sangat stabil tanpa derivative.
Gunakan derivative ketika:
- ✔ Thermal inertia tinggi
(perubahan sulit dihentikan)
- ✔ Dead time signifikan
(controller butuh kemampuan antisipasi)
Contoh umum:
- reactor temperature
- furnace outlet
- large heat exchanger
Bahaya pada Sinyal Noisy
Derivative sangat sensitif terhadap fluktuasi kecil.
Noise kecil dapat diterjemahkan sebagai:
→ perubahan cepat → aksi kontrol besar
Akibatnya:
- valve jitter
- actuator wear
- kontrol tampak “gelisah”
Karena itu derivative sebaiknya dihindari pada:
- flow dua fase
- sinyal vibratif
- measurement tidak stabil
Jangan gunakan derivative untuk memperbaiki loop yang sebenarnya memiliki masalah instrumentasi.
4.5 Mengapa Banyak Loop Industri Stabil dengan PI Saja
Ini adalah insight yang jarang tertulis di buku teks, tetapi sangat dikenal oleh engineer berpengalaman.
Fakta di banyak plant:
Mayoritas loop kritikal beroperasi menggunakan PI, bukan PID penuh.
Mengapa?
Alasan Utama
- ✔ Banyak proses sudah memiliki damping alami
Fluida, thermal mass, dan mixing sering meredam perubahan.
- ✔ Noise hampir selalu ada
Derivative memperburuknya.
- ✔ Kompleksitas tambahan jarang diperlukan
Sistem sederhana cenderung lebih robust.
Filosofi Industrial yang Layak Dipegang
Jangan menambahkan kompleksitas tanpa kebutuhan nyata.
Controller paling canggih bukan selalu yang terbaik.
Sering kali:
controller paling stabil adalah yang paling sederhana.
Perspektif Reliability
Setiap parameter tambahan berarti:
- tuning lebih sensitif
- troubleshooting lebih sulit
- potensi interaksi meningkat
Dalam lingkungan produksi kontinu, robustness sering lebih bernilai daripada kecanggihan.
Penegasan Bab
Memahami makna fisik proportional, integral, dan derivative mengubah cara engineer melakukan tuning.
Ia berhenti melihat parameter sebagai angka — dan mulai melihatnya sebagai representasi:
- gaya koreksi
- akumulasi keputusan
- kemampuan antisipasi
PID bukan alat untuk memaksa proses tunduk — tetapi mekanisme untuk bekerja selaras dengan dinamika alaminya.
Dengan pemahaman ini, engineer siap melangkah ke tahap berikutnya:
👉 menerjemahkan teori menjadi praktik lapangan.
BAB V — Rule of Thumb Tuning (Tacit Knowledge Control Engineer)
Tujuan Bab
Mentransfer pengetahuan praktis lapangan yang umumnya tidak tertulis dalam manual vendor maupun buku teori kontrol. Bab ini berisi prinsip-prinsip yang sering hanya dipahami setelah seorang engineer mengalami sendiri:
- plant upset
- oscillation yang sulit dihentikan
- valve yang “lelah”
- operator yang kehilangan kepercayaan pada auto mode
Tuning PID bukan sekadar aktivitas teknis — ia adalah keputusan operasional yang mempengaruhi stabilitas unit, umur aset, dan margin keselamatan.
Loop yang ditune dengan baik jarang menjadi pusat perhatian — tetapi loop yang buruk hampir selalu menjadi sumber masalah.
5.1 Prinsip Emas Sebelum Tuning
Salah satu kesalahan paling mahal dalam praktik kontrol adalah langsung mengubah parameter tanpa memverifikasi kondisi fisik loop.
Engineer berpengalaman hampir selalu melakukan validasi lapangan sebelum menyentuh tuning.
Jangan Pernah Tuning Saat Plant Upset
Tuning membutuhkan kondisi representatif.
Jika dilakukan saat:
- feed berubah drastis
- unit sedang recovery
- utility tidak stabil
- catalyst mendekati end-of-run
maka parameter yang dihasilkan hanya cocok untuk kondisi abnormal tersebut.
Begitu operasi kembali normal:
→ loop bisa menjadi terlalu agresif atau terlalu lambat.
Tuning pada moving target adalah bentuk engineering gambling.
Idealnya, tuning dilakukan ketika:
- ✔ beban relatif stabil
- ✔ tidak ada intervensi besar upstream
- ✔ operasi mendekati steady state
Validasi Valve Health
Sebelum menyalahkan PID, periksa perangkat yang benar-benar “bekerja secara fisik”.
Masalah klasik control valve meliputi:
- stiction → valve menahan posisi lalu meloncat
- hysteresis → respon berbeda saat membuka vs menutup
- deadband → perubahan kecil tidak menghasilkan gerakan
- air supply instability
Gejala di tren sering tampak seperti tuning buruk, padahal akar masalahnya mekanik.
Banyak engineer berpengalaman memiliki prinsip sederhana: “If the valve is sick, do not tune the controller.”
Pastikan Transmitter Akurat
Controller hanya sebaik data yang diterimanya.
Beberapa sumber kesalahan umum:
- kalibrasi drift
- impulse line tersumbat
- sensor aging
- mounting yang buruk
- electrical noise
Measurement bias kecil saja dapat membuat engineer mengejar “error semu”.
Akibatnya:
→ tuning menjadi tidak rasional.
Prinsip yang Layak Dipegang
Banyak “masalah PID” sebenarnya adalah masalah mekanik atau instrumentasi.
Tuning seharusnya menjadi langkah terakhir — bukan respons pertama.
5.2 Urutan Tuning Manual yang Aman
Pendekatan manual tetap relevan di banyak plant karena:
- tidak semua loop cocok untuk autotuning
- model proses sering tidak tersedia
- kondisi lapangan kompleks
Urutan berikut telah teruji dalam praktik industrial.
- 1. Mulai dari P-Only
Nonaktifkan integral dan derivative terlebih dahulu.
Tujuannya:
Memahami bagaimana proses bereaksi secara alami terhadap koreksi langsung.
Naikkan proportional gain secara bertahap hingga:
- respons cukup cepat
- tetapi belum menunjukkan oscillation berkelanjutan
Jika oscillation mulai muncul:
→ turunkan gain sekitar 20–30%.
Pendekatan ini membantu menemukan zona stabil tanpa mendorong sistem ke batas instabilitas.
- 2. Tambahkan Integral Secara Bertahap
Setelah proportional stabil, barulah integral diperkenalkan.
Mulailah dengan integral yang konservatif.
Amati:
- apakah offset hilang
- apakah overshoot meningkat
- apakah recovery tetap halus
Jika loop mulai “bernapas” (slow oscillation):
→ integral kemungkinan terlalu agresif.
Banyak loop industri menjadi tidak stabil bukan karena proportional — tetapi karena integral yang terlalu cepat.
- 3. Gunakan Derivative Secara Selektif
Derivative bukan kewajiban.
Tambahkan hanya jika benar-benar diperlukan, misalnya ketika:
- overshoot sulit dikendalikan
- thermal inertia besar
- dead time signifikan
Namun sebelum menambahkan derivative, pastikan sinyal PV cukup bersih.
Jika tren terlihat noisy:
→ derivative hampir pasti memperburuk stabilitas.
Prinsip Urutan Tuning
Bangun stabilitas terlebih dahulu, baru kejar presisi.
Tuning yang terburu-buru sering menghasilkan loop yang terlihat cepat tetapi rapuh terhadap gangguan.
5.3 Stability First Philosophy
Dalam banyak diskusi kontrol, engineer sering terjebak pada satu metrik:
response speed.
Padahal pada operasi kontinu, prioritas sebenarnya berbeda.
Plant menghargai:
predictability > speed
Mengapa?
Karena realitas operasi selalu berubah:
- fouling meningkat
- ambient bergeser
- properti fluida berubah
- equipment menua
Controller agresif mungkin terlihat impresif hari ini — tetapi dapat menjadi sumber instabilitas beberapa bulan kemudian.
Karakter Loop yang Dianggap “Sehat”
Engineer senior biasanya mencari tren yang:
- halus
- tidak berosilasi
- cepat meredam gangguan
- tidak memaksa valve bekerja keras
Loop seperti ini sering disebut sebagai:
quiet loop.
Quiet loop adalah indikator plant yang matang secara operasional.
5.4 Tanda Loop Terlalu Agresif
Loop agresif jarang bersembunyi — gejalanya terlihat jelas bagi mata terlatih.
Valve Chatter
Valve bergerak terus-menerus dalam rentang kecil.
Dampaknya:
- mechanical wear meningkat
- packing lebih cepat rusak
- maintenance frequency naik
Dalam jangka panjang, ini bukan sekadar isu kontrol — tetapi isu biaya dan reliability.
Oscillation Periodik
PV terlihat seperti gelombang yang tidak pernah benar-benar reda.
Selain mengganggu stabilitas proses, oscillation dapat menyebabkan:
- thermal cycling
- pressure swing
- energy inefficiency
Operator Beralih ke Manual
Ini adalah indikator paling jujur.
Ketika operator kehilangan kepercayaan pada auto mode, mereka akan mengambil alih.
Namun operasi manual memiliki keterbatasan:
- respons lebih lambat
- bergantung pada beban kerja manusia
- tidak konsisten
Jika banyak loop berjalan manual, itu sering menandakan masalah tuning sistemik.
5.5 Tanda Loop Terlalu Lambat
Tidak semua masalah berasal dari agresivitas.
Loop yang terlalu konservatif juga membawa risiko.
Recovery Lama Setelah Disturbance
PV membutuhkan waktu lama untuk kembali ke target.
Selama periode tersebut:
- kualitas bisa bergeser
- konsumsi energi meningkat
- margin operasi menyempit
Disturbance Bertahan Terlalu Lama
Loop seharusnya meredam gangguan, bukan membiarkannya menetap.
Jika tren menunjukkan deviasi berkepanjangan:
→ controller mungkin terlalu berhati-hati.
Kualitas Produk Mulai Drifting
Dalam banyak unit proses, dampak kontrol lambat baru terlihat di laboratorium.
Ketika hasil analisa menunjukkan variabilitas meningkat, sering kali akar penyebabnya adalah kontrol yang kurang responsif.
Insight Penting — Menemukan Titik Keseimbangan
Tuning pada dasarnya adalah seni menemukan keseimbangan antara dua kutub:
| Terlalu Agresif | Terlalu Lambat |
|---|---|
| cepat tetapi rapuh | stabil tetapi tidak responsif |
| valve bekerja keras | kualitas bisa drift |
| rawan oscillation | recovery lama |
Loop terbaik berada di tengah — cukup cepat untuk meredam gangguan, namun cukup stabil untuk bertahan dalam kondisi nyata.
Penegasan Bab
Rule of thumb bukan pengganti teori, melainkan hasil kristalisasi pengalaman lapangan.
Ia mengingatkan bahwa control loop hidup dalam dunia nyata yang penuh keterbatasan:
- mekanik tidak ideal
- sensor tidak sempurna
- proses berubah seiring waktu
Tuning yang baik bukan tentang mencapai grafik paling cepat — tetapi tentang menjaga proses tetap stabil dalam jangka panjang.
Dengan prinsip-prinsip ini, engineer tidak lagi sekadar “menyetel parameter”, tetapi mulai mengelola perilaku sistem.
📋 5.6 CHECK-SHEET INDUSTRIAL PID TUNING
Bagian A — Persiapan Sebelum Tuning (Pre-Tuning Safety Gate)
Tujuan: memastikan tuning dilakukan pada kondisi aman dan representatif.
✔ A1. Validasi Kondisi Operasi
| Item | Verifikasi | Status |
|---|---|---|
| Beban operasi stabil ≥ 30–60 menit | ☐ | ☐ OK / ☐ NO |
| Tidak ada upset upstream/downstream | ☐ | ☐ OK / ☐ NO |
| Utility (steam, air, cooling water) stabil | ☐ | ☐ OK / ☐ NO |
| Tidak dalam fase startup/shutdown | ☐ | ☐ OK / ☐ NO |
| Tidak ada maintenance aktif di area terkait | ☐ | ☐ OK / ☐ NO |
⚠️ Jika salah satu NO → tunda tuning.
✔ A2. Validasi Instrumentasi
| Item | Pemeriksaan | Status |
|---|---|---|
| PV trend bersih (noise wajar) | ☐ | ☐ OK / ☐ NO |
| Transmitter kalibrasi valid | ☐ | ☐ OK / ☐ NO |
| Tidak ada alarm instrument aktif | ☐ | ☐ OK / ☐ NO |
| Response time sensor normal | ☐ | ☐ OK / ☐ NO |
✔ A3. Validasi Final Control Element (FCE)
| Item | Pemeriksaan | Status |
|---|---|---|
| Tidak ada stiction terdeteksi | ☐ | ☐ OK / ☐ NO |
| Valve stroke test normal | ☐ | ☐ OK / ☐ NO |
| Air supply stabil | ☐ | ☐ OK / ☐ NO |
| Position feedback akurat | ☐ | ☐ OK / ☐ NO |
Jika valve tidak sehat → jangan tuning.
✔ A4. Risk & Safety Coordination
| Item | Verifikasi | Status |
|---|---|---|
| Operator diinformasikan | ☐ | ☐ OK / ☐ NO |
| Batas aman proses dikonfirmasi | ☐ | ☐ OK / ☐ NO |
| Alarm limit diketahui | ☐ | ☐ OK / ☐ NO |
| SIS setpoint dipahami | ☐ | ☐ OK / ☐ NO |
Tujuan:
Menghindari tuning yang tidak sengaja mendekatkan proses ke trip limit.
Bagian B — Check-Sheet Saat Pelaksanaan Tuning
Tujuan: menjaga tuning tetap terkendali dan tidak memicu upset.
✔ B1. Eksekusi Bertahap
☐ Perubahan parameter dilakukan bertahap ☐ Hanya satu parameter diubah dalam satu waktu ☐ Waktu observasi cukup sebelum perubahan berikutnya ☐ Semua perubahan dicatat (log tuning)
Prinsip penting:
Jangan ubah Kp, Ti, Td secara bersamaan.
✔ B2. Monitoring Real-Time
Selama tuning, pantau:
| Variabel | Observasi |
|---|---|
| PV trend | stabil / oscillate |
| OP trend | smooth / jitter |
| Valve position | hunting / smooth |
| Alarm | muncul / tidak |
| Energy load | spike / stabil |
Jika terjadi:
- oscillation meningkat
- alarm mendekati limit
- valve bergerak ekstrem
→ Kembalikan parameter ke setting sebelumnya.
✔ B3. Batas Aman Selama Tuning
Tetapkan batas berikut sebelum mulai:
- PV tidak boleh melewati ___ % dari design limit
- OP tidak boleh > ___ % terlalu lama
- Pressure tidak boleh mendekati PSV setpoint
Tuning tanpa batas aman adalah praktik berisiko.
Bagian C — Check-Sheet Pasca Tuning
Tujuan: memastikan tuning benar-benar meningkatkan stabilitas.
✔ C1. Verifikasi Kinerja Disturbance
☐ Disturbance kecil teredam dalam waktu wajar ☐ Tidak ada slow oscillation ☐ Overshoot minimal
✔ C2. Verifikasi Mechanical Impact
☐ Valve tidak hunting ☐ Tidak ada micro-cycling berlebihan ☐ Actuator movement normal
✔ C3. Verifikasi Operasional
☐ Operator nyaman dengan auto mode ☐ Tidak ada alarm baru muncul ☐ Tidak ada peningkatan energi signifikan
✔ C4. Observasi 24 Jam
Rekomendasi praktik terbaik:
Amati loop minimal satu shift penuh sebelum menyatakan tuning selesai.
Beberapa instabilitas hanya muncul saat:
- beban berubah
- ambient bergeser
- feed berubah
Ringkasan Praktis — Three-Phase Control Discipline
| Fase | Fokus |
|---|---|
| Sebelum tuning | Eliminasi penyebab non-kontrol |
| Saat tuning | Kendali perubahan & observasi |
| Setelah tuning | Validasi stabilitas & reliability |
Insight Kritis yang Sering Terlupakan
Banyak upset yang terjadi saat tuning bukan karena PID buruk, tetapi karena:
- tuning dilakukan tanpa koordinasi
- batas aman tidak ditetapkan
- parameter diubah terlalu cepat
- kondisi plant tidak representatif
Tuning yang tidak disiplin dapat:
- memicu alarm flooding
- mendekatkan ke trip
- mengganggu unit lain
- menurunkan kepercayaan operator
Prinsip Final yang Layak Dicetak dan Ditempel
Tuning yang baik adalah proses terkontrol. > Tuning yang tergesa-gesa adalah sumber upset baru.
BAB VI — Advanced Control Architectures
Tujuan Bab
Menunjukkan bahwa stabilitas plant tidak selalu dicapai dengan “menyetel PID lebih baik”, tetapi sering kali melalui desain arsitektur kontrol yang lebih cerdas.
Engineer yang matang memahami satu prinsip penting:
Ketika satu loop tidak cukup, solusi terbaik sering bukan tuning lebih agresif — tetapi mengubah struktur kontrol.
Bab ini memperkenalkan tiga arsitektur yang sangat umum pada industri proses dan sering menjadi pembeda antara plant yang sekadar berjalan dan plant yang benar-benar stabil.
6.1 Cascade Control — Speed Hierarchy
Cascade control dirancang berdasarkan satu realitas fundamental:
Tidak semua variabel proses bereaksi pada kecepatan yang sama.
Alih-alih mengandalkan satu controller untuk menangani semua gangguan, cascade menggunakan dua loop berlapis:
- Master loop → mengontrol variabel utama
- Slave loop → bereaksi cepat terhadap gangguan lokal
Ilustrasi Cascade Control

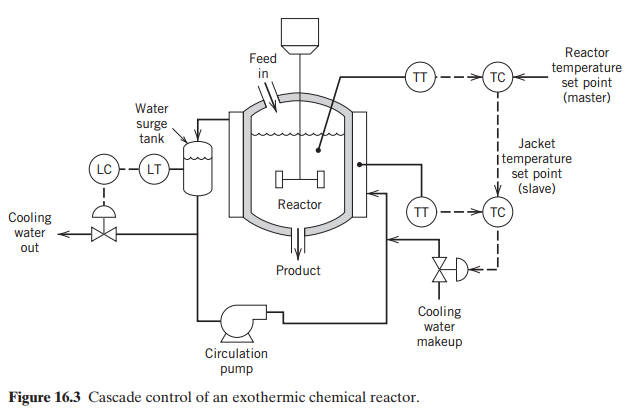


Pada diagram terlihat bahwa output master menjadi setpoint bagi slave.
Ini menciptakan hirarki kecepatan.
Mengapa Cascade Sangat Efektif?
Bayangkan mengontrol temperatur reactor menggunakan aliran coolant.
Gangguan paling sering terjadi bukan pada temperatur — tetapi pada:
- tekanan header coolant
- variasi supply
- perubahan karakteristik valve
Jika hanya menggunakan satu loop temperatur:
→ controller baru bereaksi setelah temperatur mulai menyimpang.
Dengan cascade:
→ flow loop (slave) langsung mengoreksi gangguan → temperatur hampir tidak bergerak.
Cascade pada dasarnya adalah strategi disturbance interception.
Gangguan dihentikan sebelum mencapai variabel kritikal.
Prinsip Speed Hierarchy
Aturan paling penting dalam cascade:
Slave harus minimal 3–5× lebih cepat daripada master.
Jika tidak:
- master memberi perintah
- slave belum sempat stabil
- interaksi loop meningkat
- oscillation bisa muncul
Cascade tanpa perbedaan kecepatan justru memperburuk kontrol.
Urutan Tuning yang Benar — Dari Dalam ke Luar
Kesalahan klasik engineer adalah mencoba men-tune master terlebih dahulu.
Urutan yang benar:
1️⃣ Tune slave hingga sangat stabil
2️⃣ Pastikan respons cepat tanpa oscillation
3️⃣ Baru tune master secara konservatif
Mengapa?
Karena master bergantung sepenuhnya pada perilaku slave.
Master yang baik tidak bisa lahir dari slave yang buruk.
Contoh Industrial
Reactor temperature → coolant flow
Manfaat nyata:
- mengurangi overshoot
- memperhalus thermal profile
- melindungi catalyst
- memperpanjang umur equipment
Cascade hampir selalu direkomendasikan pada proses thermal kritikal.
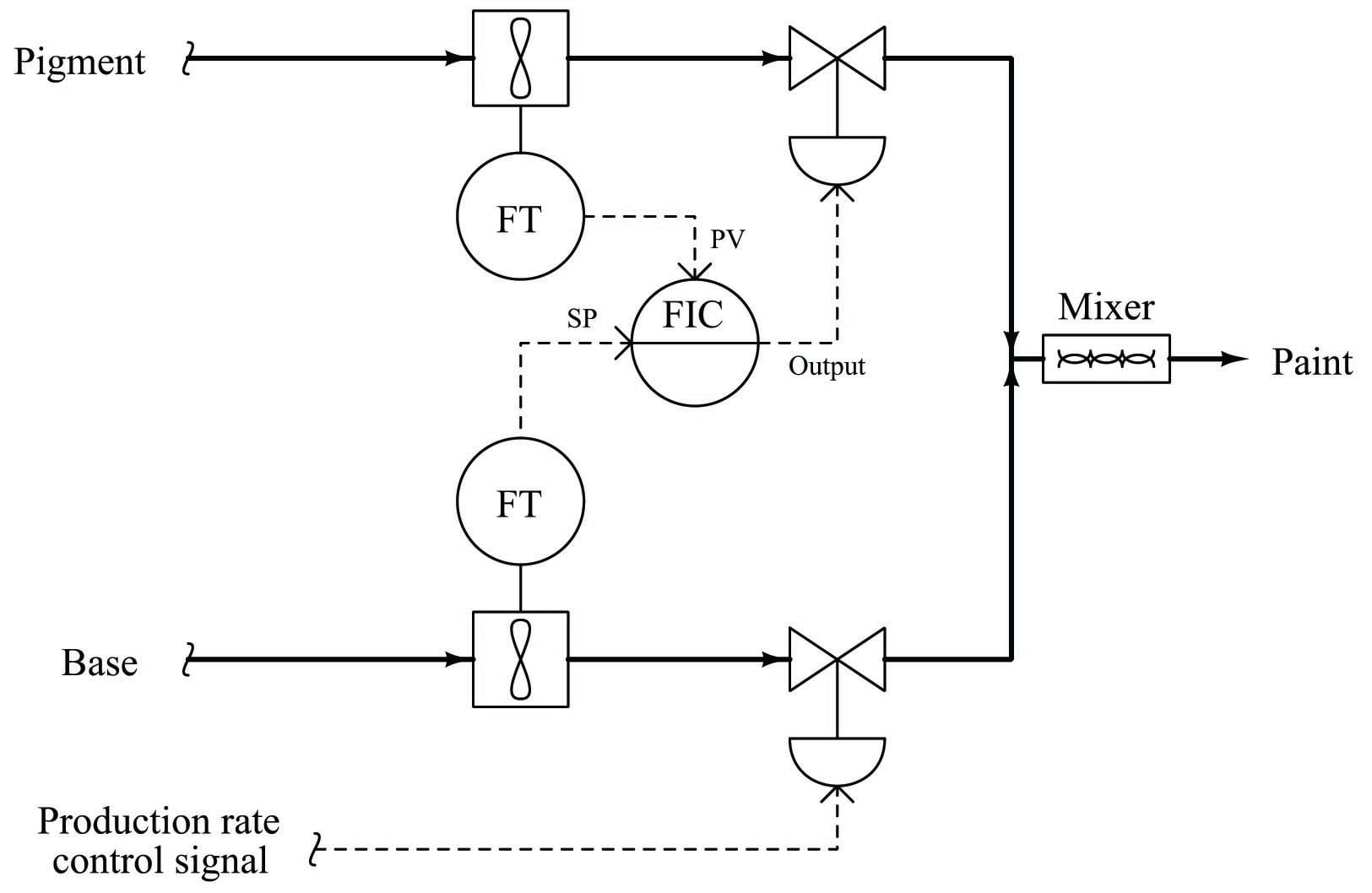
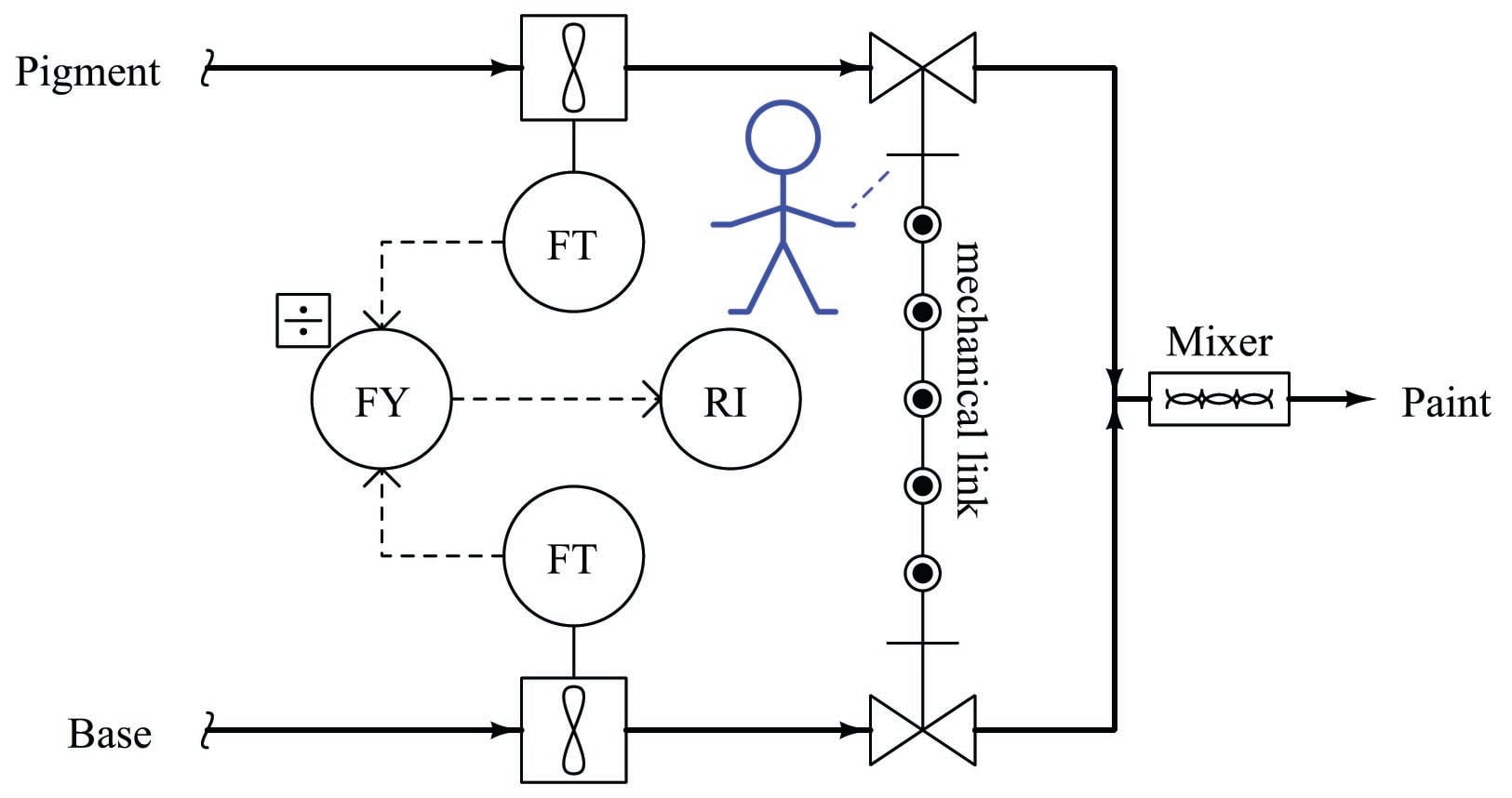
6.2 Ratio Control — Menjaga Proporsi Kritis
Jika cascade berbicara tentang kecepatan respons, maka ratio control berbicara tentang keseimbangan komposisi.
Tujuan utamanya:
Menjaga hubungan tetap antara dua atau lebih aliran.
Bukan mempertahankan nilai absolut.
Ilustrasi Ratio Control

Area Aplikasi Paling Kritis
- ✔ Combustion System
Perbandingan fuel–air menentukan:
- efisiensi pembakaran
- emisi
- risiko explosion
Terlalu banyak fuel dengan udara terbatas adalah kondisi berbahaya.
- ✔ Blending Operation
Kesalahan rasio dapat menyebabkan:
- produk off-spec
- reprocessing mahal
- kehilangan throughput
- ✔ Hydrogen Mixing
Dalam banyak proses petrokimia, deviasi kecil saja dapat mempengaruhi:
- reaction kinetics
- pressure profile
- safety margin
Cross-Limiting — Lapisan Proteksi Tambahan
Pada sistem pembakaran modern, ratio control sering dilengkapi cross-limiting strategy.
Tujuannya:
Mencegah kondisi ekstrem seperti high fuel — low air.
Secara prinsip:
- Saat beban naik → udara dinaikkan terlebih dahulu
- Saat beban turun → fuel dikurangi terlebih dahulu
Ini menciptakan proteksi inheren terhadap campuran berbahaya.
Cross-limiting bukan sekadar strategi kontrol — ia adalah fitur keselamatan.
6.3 Feedforward + Feedback
Sebagian besar loop tradisional bekerja secara reaktif.
Feedback menunggu error muncul — baru bertindak.
Feedforward mengubah paradigma tersebut.
Ia bertindak sebelum deviasi terjadi.
Ilustrasi Feedforward + Feedback



Filosofi Utama
Jika disturbance dapat diukur, maka secara teori kita dapat mengompensasinya segera.
Contoh klasik:
Heat exchanger outlet temperature
Gangguan utama sering berasal dari:
→ perubahan flow fluida masuk.
Dengan hanya feedback:
- Flow berubah
- Temperatur bergeser
- Controller bereaksi
Dengan feedforward:
- Flow berubah
- Controller langsung menyesuaikan duty
- Temperatur hampir tidak deviasi
Operator sering menyebut ini sebagai:
invisible correction.
Prinsip Kritis
Feedforward tanpa feedback berbahaya.
Mengapa?
Karena model tidak pernah sempurna.
Selalu ada:
- nonlinearitas
- measurement error
- perubahan karakteristik proses
Feedback tetap diperlukan sebagai koreksi terakhir.
Kapan Feedforward Layak Digunakan?
Gunakan ketika:
- ✔ disturbance dominan dapat diukur
- ✔ dampak disturbance signifikan
- ✔ proses sensitif terhadap deviasi
Sering ditemukan pada:
- heat integrated systems
- reactor feed control
- furnace load management
6.4 Kombinasi Strategi pada Plant Modern
Plant modern jarang mengandalkan satu strategi kontrol saja.
Sebaliknya, mereka membangun layered control architecture.
Mari lihat contoh furnace industri.
Ilustrasi Layered Control Strategy

Struktur yang Umum Digunakan
- Ratio Control
Menjaga fuel–air tetap aman.
- Cascade Control
Menstabilkan temperatur melalui fuel flow.
- Feedforward
Mengantisipasi perubahan beban.
Ketiganya bekerja bersamaan.
Hasilnya:
- respons cepat
- stabilitas tinggi
- margin keselamatan lebih lebar
Stabilitas plant modern sering lahir dari desain arsitektur — bukan sekadar tuning parameter.
Insight Senior-Level
Ketika menghadapi loop yang sulit distabilkan, pertanyaan terbaik bukan:
“Apakah PID sudah optimal?”
Tetapi:
“Apakah struktur kontrolnya sudah tepat?”
Sering kali, mengubah arsitektur menghasilkan peningkatan dramatis tanpa perlu tuning ekstrem.
Penegasan Bab
PID adalah fondasi kontrol industri — tetapi bukan satu-satunya alat.
Engineer yang berkembang akan beralih dari sekadar men-tune loop menjadi:
mendesain sistem kontrol.
Perbedaan keduanya sangat besar.
Tuning meningkatkan performa lokal. Arsitektur meningkatkan stabilitas sistemik.
Plant yang matang secara operasional hampir selalu memiliki arsitektur kontrol yang matang pula.
BAB VII — Dampak Langsung terhadap Reliability dan Asset Life
Tujuan Bab
Menghubungkan kualitas kontrol dengan realitas mekanik dan termal yang terjadi di plant — sesuatu yang sangat jarang dibahas dalam literatur kontrol klasik.
Sebagian besar buku berhenti pada stabilitas matematis. Namun di lingkungan industri proses, pertanyaan yang jauh lebih penting adalah:
Apa dampak tuning terhadap umur peralatan?
Control loop tidak bekerja di ruang abstrak. Setiap keputusan tuning akan diterjemahkan menjadi:
- gerakan mekanik
- ekspansi termal
- perubahan tekanan
- variasi beban
Dalam jangka panjang, inilah yang menentukan reliability.
Loop yang stabil bukan hanya menjaga proses — tetapi juga melindungi aset.
7.1 Valve Fatigue akibat Oscillation
Control valve sering disebut sebagai:
most exercised mechanical component in the plant.
Ia dapat bergerak ribuan hingga puluhan ribu kali per hari.
Ketika loop berosilasi, valve dipaksa melakukan mikro-penyesuaian terus-menerus.
Ilustrasi Valve Hunting



Grafik seperti ini bukan sekadar fenomena kontrol — ini adalah indikator kelelahan mekanik yang sedang berlangsung.
Mekanisme Kerusakan yang Umum
Oscillation menyebabkan:
- ✔ Stem dan packing wear meningkat
Gesekan berulang mempercepat degradasi sealing.
- ✔ Linkage fatigue
Gerakan kecil tetapi kontinu menciptakan siklus tegangan tinggi.
- ✔ Seat erosion
Terutama pada fluida erosif atau flashing service.
- ✔ Actuator overwork
Pneumatic actuator menjadi lebih sering beroperasi.
Dampak Operasional
Awalnya gejala tampak kecil:
- valve mulai tidak linear
- respon melambat
- hysteresis meningkat
Namun seiring waktu:
→ tuning menjadi semakin sulit → loop semakin tidak stabil
Terbentuklah lingkaran degradasi.
Oscillation tidak hanya gejala kontrol — tetapi juga akselerator kerusakan mekanik.
Insight Reliability yang Penting
Banyak program predictive maintenance menemukan bahwa valve dengan duty cycle tinggi memiliki probabilitas failure lebih besar.
Namun akar masalahnya sering bukan desain valve — melainkan tuning loop.
Tuning agresif dapat memperpendek umur valve secara signifikan.
7.2 Thermal Cycling dan Material Stress
Dalam proses thermal, stabilitas temperatur bukan hanya isu kualitas — tetapi isu integritas material.
Setiap fluktuasi temperatur menyebabkan:
→ ekspansi → kontraksi → tegangan berulang
Jika terjadi terus-menerus, terbentuk thermal fatigue.
Ilustrasi Thermal Cycling



Area yang Paling Rentan
- Heat Exchanger Tubes
Fluktuasi temperatur mempercepat:
- tube thinning
- microcrack formation
- leakage risk
- Furnace Tubes
Thermal gradient ekstrem dapat menyebabkan:
- creep acceleration
- metallurgical degradation
- Reactor Internals
Terutama pada operasi temperatur tinggi.
Hubungan dengan Tuning
Loop temperatur yang agresif sering menghasilkan pola:
→ overshoot → undershoot → overshoot kembali
Secara kontrol mungkin “stabil”, tetapi secara material:
→ sangat merusak.
Material tidak peduli apakah loop mathematically stable — ia hanya merasakan siklus tegangan.
Prinsip Engineering
Untuk proses thermal:
Smooth is safer than fast.
Respons sedikit lebih lambat sering jauh lebih ramah terhadap material.
7.3 Dampak terhadap Rotating Equipment
Rotating equipment dirancang untuk bekerja pada kondisi relatif stabil.
Ketika kontrol upstream buruk, beban menjadi fluktuatif.
Contoh dampak nyata:
Compressor
Pressure oscillation dapat menyebabkan:
- surge margin menyempit
- recycle valve lebih aktif
- thrust load meningkat
Dalam kondisi ekstrem:
→ risiko surge meningkat.
Pump
Flow instability dapat memicu:
- operasi jauh dari BEP (Best Efficiency Point)
- vibration meningkat
- seal wear
- bearing stress
Sering kali engineer mekanik menangani vibrasi tanpa menyadari bahwa akar penyebabnya adalah kontrol proses.
Turbine / Driver
Load swing menciptakan:
- thermal stress
- torsional variation
- fatigue accumulation
Insight Lintas Disiplin
Reliability bukan hanya domain mechanical engineer.
Control engineer memiliki pengaruh besar terhadap:
duty profile equipment.
Loop yang tenang menghasilkan mesin yang tenang.
7.4 Energy Inefficiency dari Loop Buruk
Energi sering menjadi biaya operasional terbesar dalam plant proses.
Namun banyak kehilangan energi tidak terlihat — karena tersembunyi dalam dinamika kontrol.
Mekanisme Kehilangan Energi
Loop oscillatory sering menyebabkan:
- Steam Overuse
Controller membuka valve lebih besar dari yang sebenarnya diperlukan.
- Heater Cycling
Pemanasan berulang meningkatkan konsumsi bahan bakar.
- Compressor Load Swing
Motor bekerja lebih keras dari kebutuhan rata-rata.
- Refrigeration Instability
COP (Coefficient of Performance) menurun.
Ilustrasi Energi akibat Oscillation

Dampak Finansial
Kehilangan energi kecil per jam tampak tidak signifikan.
Namun dalam operasi 24/7:
→ terakumulasi menjadi biaya sangat besar.
Sering kali, proyek efisiensi energi terbaik bukan berasal dari teknologi baru — tetapi dari menstabilkan loop yang ada.
Perspektif Strategis — Kontrol sebagai Asset Protection
Bab ini membawa kita pada satu kesimpulan penting yang sering terlewat:
Tuning bukan hanya aktivitas kontrol — tetapi bagian dari asset protection strategy.
Loop yang stabil:
- ✔ memperpanjang umur valve
- ✔ mengurangi thermal fatigue
- ✔ menenangkan rotating equipment
- ✔ menekan konsumsi energi
Sebaliknya, loop buruk mempercepat degradasi — sering tanpa disadari.
Insight Senior-Level
Engineer berpengalaman jarang menilai loop hanya dari grafik PV.
Mereka juga bertanya:
- Apakah valve bekerja terlalu keras?
- Apakah temperatur terlalu berfluktuasi?
- Apakah mesin menerima beban stabil?
Karena pada akhirnya:
Plant yang stabil secara kontrol hampir selalu lebih andal secara mekanik.
Penegasan Bab
Control loop bukan hanya alat menjaga variabel proses.
Ia adalah mekanisme yang secara diam-diam menentukan:
- seberapa cepat aset menua
- seberapa sering maintenance diperlukan
- seberapa besar energi terbuang
Stabilitas kontrol adalah bentuk perlindungan aset yang paling jarang terlihat — tetapi paling konsisten dampaknya.
Engineer yang memahami ini tidak lagi melihat tuning sebagai optimasi kecil, melainkan sebagai keputusan strategis bagi umur plant.
BAB VIII — Control Loop dalam Perspektif Process Safety
Tujuan Bab
Menempatkan control loop dalam kerangka Safety, Health, and Environment (SHE) serta menunjukkan bahwa kualitas kontrol bukan hanya isu stabilitas operasi — tetapi juga faktor yang secara langsung mempengaruhi profil risiko plant.
Dalam banyak organisasi, kontrol sering dipersepsikan sebagai domain optimasi produksi. Padahal dalam praktik modern process safety, control loop adalah bagian dari risk reduction mechanism.
Plant yang stabil secara kontrol cenderung memiliki eksposur risiko yang lebih rendah.
Bab ini menggeser perspektif dari “control sebagai alat operasi” menjadi:
control sebagai penjaga batas keselamatan proses.
8.1 Operating Envelope Protection
Setiap fasilitas proses dirancang untuk beroperasi dalam batas tertentu yang dikenal sebagai operating envelope.
Batas ini ditentukan oleh:
- desain mekanik
- karakteristik material
- reaksi kimia
- tekanan maksimum
- temperatur allowable
- kapasitas sistem proteksi
Keluar dari envelope tidak selalu langsung menyebabkan kegagalan — tetapi semakin jauh deviasi terjadi, semakin kecil margin keselamatan yang tersisa.
Ilustrasi Operating Envelope


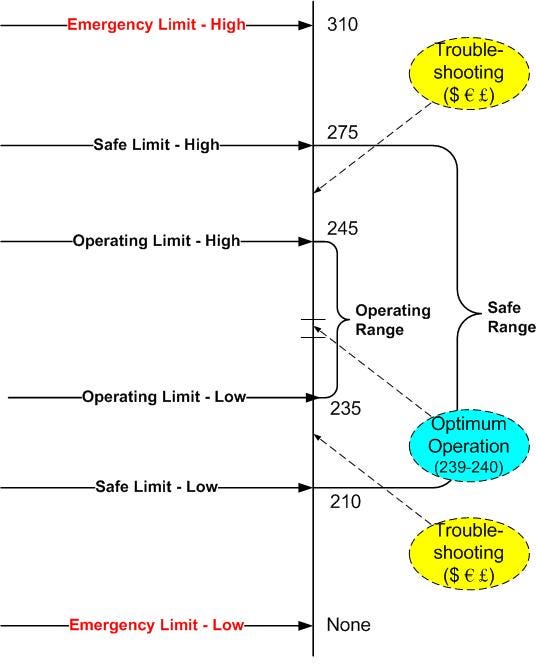
Peran Control Loop
Control loop bertugas menjaga variabel tetap berada jauh dari batas desain, bukan sekadar dekat dengan setpoint.
Contoh:
- Reactor Temperature
Deviasi kecil mungkin masih aman, tetapi drift berkelanjutan dapat mendekati zona runaway.
- Column Pressure
Fluktuasi yang tidak terkendali dapat mengarah ke PSV setpoint.
- Furnace Duty
Overshoot dapat melampaui batas metal temperature.
Control yang baik memperlebar jarak antara operasi normal dan kondisi berbahaya.
Sebaliknya, loop yang tidak stabil secara perlahan “mendorong” proses mendekati tepi envelope.
Insight Penting
Banyak insiden besar diawali bukan oleh kegagalan sistem proteksi, tetapi oleh operasi yang terlalu lama berada dekat batas.
Dan sering kali akar penyebabnya adalah:
→ kontrol yang tidak cukup stabil.
8.2 Mengurangi Demand pada SIS
Safety Instrumented System (SIS) dirancang sebagai lapisan proteksi independen untuk mencegah konsekuensi serius.
Namun SIS bukan alat kontrol harian.
Ia adalah:
last line of automated defense.
Ilustrasi Layer of Protection


Urutan proteksi biasanya:
- Process design
- Basic Process Control System (BPCS)
- Alarm + operator response
- Safety Instrumented System
- Relief devices
- Mitigation
Posisi BPCS sangat strategis — ia adalah penghalang pertama terhadap eskalasi.
Hubungan Langsung antara Kontrol dan SIS Demand
Loop yang buruk meningkatkan probabilitas bahwa variabel proses menyentuh trip limit.
Konsekuensinya:
- SIS lebih sering aktif
- shutdown meningkat
- mechanical stress akibat trip bertambah
- availability plant menurun
Dalam jangka panjang, frequent demand juga menurunkan kepercayaan terhadap sistem.
SIS yang sering bekerja bukanlah indikator keselamatan — melainkan indikator kontrol yang perlu diperbaiki.
Perspektif Risk-Based Operation
Tujuan ideal bukan hanya memiliki SIS yang andal, tetapi:
meminimalkan kebutuhan untuk menggunakannya.
Dan itu dimulai dari kontrol yang stabil.
8.3 Mencegah Escalation menuju Trip
Trip jarang terjadi secara instan.
Sebagian besar mengikuti pola eskalasi bertahap.
Pola Eskalasi Tipikal
- Disturbance muncul
- Loop gagal meredam
- Variabel mendekati batas
- Alarm aktif
- Operator bereaksi
- Kondisi memburuk
- SIS trip
Jika kontrol berhasil menghentikan tahap pertama atau kedua, seluruh rantai dapat diputus.
Kontrol yang efektif adalah mekanisme pencegahan eskalasi.
Dampak Trip yang Sering Diremehkan
Trip bukan hanya kehilangan produksi.
Ia membawa konsekuensi:
- thermal shock
- pressure transient
- flaring
- mechanical stress
- risiko saat restart
Beberapa insiden justru terjadi selama fase startup setelah trip.
Karena itu, mencegah trip sering jauh lebih aman daripada mengelolanya.
Insight Senior-Level
Engineer berpengalaman memahami bahwa:
Plant paling aman bukan yang memiliki proteksi terbanyak — tetapi yang jarang mendekati kondisi trip.
Dan ini sangat bergantung pada kualitas kontrol.
8.4 Control sebagai Silent Risk Manager
Peran control loop dalam keselamatan sering tidak terlihat karena keberhasilannya ditandai oleh ketiadaan kejadian.
Tidak ada alarm. Tidak ada deviasi besar. Tidak ada shutdown.
Namun justru di situlah nilai utamanya.
Poorly tuned loop is a silent risk escalator.
Loop yang tidak stabil secara perlahan:
- menyempitkan operating margin
- meningkatkan alarm frequency
- mendekatkan proses ke batas proteksi
- memperbesar eksposur risiko
Sebaliknya, loop yang matang bertindak sebagai:
silent risk manager — bekerja terus-menerus tanpa menarik perhatian.
Pergeseran Pola Pikir yang Penting
Control bukan hanya alat untuk:
- ✔ menjaga temperatur
- ✔ mengatur flow
- ✔ menstabilkan tekanan
Lebih dari itu, ia membantu:
- ✔ mempertahankan envelope
- ✔ mengurangi probabilitas kejadian
- ✔ melindungi personel
- ✔ menjaga integritas fasilitas
Dalam kerangka SHE modern, kontrol yang baik adalah bagian dari risk governance.
Prinsip Kunci yang Layak Dipegang Engineer
Beberapa prinsip yang sering dianut oleh organisasi dengan budaya keselamatan kuat:
✔ Stabilitas adalah fitur keselamatan
✔ Variabilitas adalah bentuk risiko
✔ Operating margin adalah aset
✔ Kontrol adalah proteksi aktif
Penegasan Bab
Ketika control loop bekerja dengan baik, ia jarang mendapat kredit.
Namun ketika ia gagal, konsekuensinya dapat meluas jauh melampaui kualitas produk atau efisiensi energi.
Control loop bukan sekadar komponen otomasi — ia adalah penjaga batas antara operasi normal dan kondisi berbahaya.
Engineer yang memahami ini tidak lagi melihat tuning sebagai optimasi teknis, tetapi sebagai bagian dari tanggung jawab keselamatan proses.
BAB IX — Kesalahan Tuning Paling Mahal di Industri
Bab ini sering menjadi favorit engineer senior karena berisi pola kesalahan nyata yang berulang di berbagai fasilitas — dari unit utilitas hingga proses bernilai tinggi.
Menariknya, sebagian besar kesalahan ini bukan berasal dari kurangnya teori, tetapi dari keputusan praktis yang tampak logis pada saat itu.
Dalam kontrol proses, kerugian terbesar jarang disebabkan oleh satu kesalahan besar — melainkan oleh kesalahan kecil yang dibiarkan bertahan.
Tujuan bab ini bukan untuk mengkritik praktik lapangan, tetapi untuk membantu engineer mengenali jebakan yang paling sering terjadi sebelum berdampak pada stabilitas, reliability, atau keselamatan.
9.1 Tuning Saat Plant Tidak Steady
Ini adalah kesalahan paling umum — dan sering paling mahal.
Tuning membutuhkan kondisi yang merepresentasikan operasi normal. Namun dalam realitas plant, tekanan produksi sering mendorong engineer untuk melakukan tuning saat:
- throughput berubah
- upstream belum stabil
- utilitas berfluktuasi
- unit baru saja recovery
Masalahnya sederhana:
Parameter yang “optimal” untuk kondisi abnormal hampir pasti tidak optimal untuk operasi normal.
Begitu plant kembali steady, loop dapat berubah menjadi:
- terlalu agresif
- terlalu lambat
- atau sulit diprediksi
Lebih berbahaya lagi, engineer mungkin menganggap tuning tersebut berhasil — karena dilakukan dalam kondisi yang memang penuh deviasi.
Prinsip penting:
Jika proses belum stabil, yang harus distabilkan adalah operasinya — bukan parameter PID.
9.2 Integral Terlalu Agresif
Jika ada satu parameter yang paling sering menyebabkan instabilitas, jawabannya hampir selalu:
integral.
Keinginan untuk menghilangkan offset dengan cepat sering mendorong setting integral terlalu kecil (terlalu cepat).
Dampaknya muncul dalam bentuk:
- slow oscillation
- overshoot berulang
- valve movement meningkat
- thermal cycling
Masalah ini sering tidak langsung terlihat ekstrem, tetapi berlangsung terus-menerus — mempercepat degradasi aset tanpa disadari.
Mengapa engineer sering terjebak?
Karena loop dengan integral agresif tampak “responsif”.
Padahal stabilitas jangka panjang justru menurun.
Pedoman yang banyak dianut engineer berpengalaman:
Jika ragu, perlambat integral.
Plant nyata hampir selalu lebih toleran terhadap offset kecil dibanding terhadap oscillation berulang.
9.3 Derivative pada Noisy Signal
Secara teori, derivative memberikan kemampuan antisipasi. Namun dalam praktik, ia juga memperbesar noise.
Menggunakan derivative pada sinyal yang tidak bersih sering menghasilkan:
- output jitter
- valve micro-movement
- actuator fatigue
- kontrol tampak gelisah
Kesalahan ini biasanya berakar dari diagnosis yang keliru — engineer melihat overshoot, lalu menambahkan derivative tanpa mengevaluasi kualitas measurement.
Padahal solusi sebenarnya bisa jadi:
- memperbaiki grounding
- menambah filtering
- memperbaiki instalasi sensor
Prinsip sederhana:
Jika PV terlihat noisy oleh mata manusia, derivative hampir pasti akan memperburuknya.
Gunakan derivative sebagai alat presisi — bukan sebagai pengobatan universal.
9.4 Cascade tanpa Speed Hierarchy
Cascade sering dianggap sebagai “upgrade” kontrol. Namun tanpa pemahaman dinamika, ia justru dapat menciptakan instabilitas baru.
Kesalahan paling kritikal adalah mengabaikan perbedaan kecepatan antara loop.
Jika slave tidak jauh lebih cepat dari master:
- kedua loop saling mengejar
- interaksi meningkat
- oscillation sulit dihentikan
Selain itu, kesalahan urutan tuning juga sering terjadi.
Master ditune terlebih dahulu, padahal:
Stabilitas cascade selalu dimulai dari loop terdalam.
Aturan emas cascade:
- ✔ Tune slave terlebih dahulu
- ✔ Pastikan responsnya cepat dan stabil
- ✔ Baru tune master secara konservatif
Tanpa disiplin ini, cascade berubah dari solusi menjadi sumber masalah.
9.5 Menggunakan Kontrol untuk Menutupi Masalah Mekanik
Ini mungkin kesalahan paling berbahaya — karena sering tidak disadari.
Ketika loop tidak stabil, refleks pertama sering adalah mengubah parameter.
Padahal akar masalah bisa berasal dari:
- valve stiction
- actuator lemah
- impulse line tersumbat
- sensor drift
- posisi valve tidak linear
Controller kemudian “dipaksa bekerja lebih keras” untuk mengompensasi keterbatasan fisik.
Hasilnya:
→ tuning menjadi semakin ekstrem → perangkat semakin terbebani
Terbentuklah lingkaran degradasi.
Kontrol tidak pernah dirancang untuk memperbaiki perangkat mekanik yang sakit.
Engineer yang matang selalu bertanya terlebih dahulu:
“Apakah masalah ini benar-benar berasal dari kontrol?”
Sering kali jawabannya tidak.
BAB X — Checklist Praktis sebelum Menyatakan Loop “Well Tuned”
Setelah tuning dilakukan, diperlukan evaluasi cepat namun bermakna.
Checklist berikut dapat digunakan sebagai referensi praktis lintas unit proses.
✅ Stabil tanpa Oscillation
PV mendekati setpoint dengan pola halus, tanpa gelombang berulang.
✅ Disturbance Cepat Diredam
Gangguan tidak bertahan lama dan tidak berkembang menjadi deviasi besar.
✅ Valve Tidak Hunting
Pergerakan valve proporsional terhadap kebutuhan — bukan reaksi berlebihan terhadap noise kecil.
✅ Operator Tidak Override
Loop tetap berada pada mode auto karena dipercaya stabil.
Dalam banyak control room, ini adalah indikator paling jujur.
✅ Energi Tidak Spike
Tidak ada indikasi:
- steam overuse
- heater cycling
- load swing
Stabilitas kontrol hampir selalu tercermin pada stabilitas konsumsi energi.
Insight Penting
Loop yang baik jarang menarik perhatian.
Jika sebuah loop sering menjadi bahan diskusi harian, besar kemungkinan ia belum optimal.
BAB XI — Penutup Strategis
Kontrol proses sering bekerja dalam senyap.
Tidak ada alarm ketika ia berhasil. Tidak ada sorotan ketika ia menjaga stabilitas.
Namun dampaknya terasa di seluruh plant — dari kualitas produk hingga umur aset.
Banyak kegagalan besar plant tidak diawali oleh kerusakan besar, tetapi oleh control loop yang perlahan keluar dari stabilitas.
Deviasi kecil yang dibiarkan dapat berkembang menjadi eskalasi operasional.
Sebaliknya, loop yang matang menjaga proses tetap berada dalam batas aman tanpa menarik perhatian.
Control loop yang baik jarang terlihat — tetapi ketiadaannya selalu terasa.
Pada akhirnya, tuning bukan sekadar aktivitas teknis. Ia adalah keputusan engineering yang mempengaruhi:
- reliability
- efisiensi energi
- operating margin
- dan keselamatan proses
Engineer yang memahami hal ini tidak lagi melihat kontrol sebagai alat bantu operasi, tetapi sebagai bagian dari arsitektur ketahanan plant.
Dan dalam lingkungan industri berisiko tinggi, ketahanan bukanlah kemewahan — melainkan kebutuhan.
Berikut adalah daftar referensi industrial-grade yang sangat relevan untuk artikel ini. Saya sengaja memilih sumber yang:
- ✅ diakui secara global
- ✅ digunakan dalam praktik industri proses
- ✅ tidak cepat obsolete
- ✅ kuat secara engineering credibility
Struktur referensi dibagi agar mudah digunakan dalam artikel teknis maupun dokumen internal.
📚 Referensi Utama (Highly Authoritative)
1. Process Control — Fundamental & Industrial Practice
- Seborg, Edgar, Mellichamp, Doyle — Process Dynamics and Control
Publisher: Wiley
Ini adalah salah satu buku paling dihormati dalam dunia process control.
Kekuatan utama:
- menjelaskan PID secara fisik, bukan hanya matematis
- membahas dinamika proses (gain, dead time, time constant)
- foundation untuk memahami tuning modern
👉 Sangat layak dijadikan referensi utama artikel.
Citation:
Seborg, D. E., Edgar, T. F., Mellichamp, D. A., & Doyle, F. J. (2016). Process Dynamics and Control (4th ed.). Wiley.
- Skogestad — Simple Analytic Rules for Model Reduction and PID Controller Tuning
Journal: Journal of Process Control
Paper klasik yang sangat berpengaruh dalam praktik tuning industrial.
Kontribusi besar:
- pendekatan robust tuning
- pemahaman trade-off stability vs aggressiveness
- sangat relevan untuk engineer proses
Citation:
Skogestad, S. (2003). Simple analytic rules for model reduction and PID controller tuning. Journal of Process Control, 13(4), 291–309.
2. Practical Industrial Control (Highly Recommended)
- Greg McMillan — Tuning and Control Loop Performance
McMillan dikenal luas sebagai salah satu praktisi kontrol paling berpengaruh.
Fokus buku:
- real plant behavior
- valve nonlinearity
- measurement issues
- disturbance rejection
Banyak insight dalam artikel Anda sejalan dengan filosofi McMillan.
Citation:
McMillan, G. K. (1994). Tuning and Control Loop Performance. ISA.
- Béla Lipták — Instrument Engineers’ Handbook: Process Control
Sering disebut sebagai “industrial control bible”.
Digunakan oleh:
- instrument engineer
- control engineer
- EPC organization
Cakupan:
- PID
- cascade
- ratio
- feedforward
- combustion control
Citation:
Lipták, B. G. (Ed.). (2016). Instrument Engineers’ Handbook, Volume 2: Process Control and Optimization (5th ed.). CRC Press.
3. Process Safety Perspective (Sangat Penting untuk Bab VIII)
- CCPS — Guidelines for Safe Automation of Chemical Processes
Diterbitkan oleh Center for Chemical Process Safety (AIChE).
Ini referensi emas untuk menghubungkan:
- automation
- BPCS
- SIS
- risk reduction
Sangat selaras dengan framing artikel Anda.
Citation:
CCPS (Center for Chemical Process Safety). (2017). Guidelines for Safe Automation of Chemical Processes. Wiley-AIChE.
- IEC 61511 — Functional Safety (SIS Standard)
Standar global untuk safety instrumented systems.
Relevan saat membahas:
- demand on SIS
- protection layers
- risk reduction
Citation:
IEC 61511. Functional Safety – Safety Instrumented Systems for the Process Industry Sector. International Electrotechnical Commission.
4. Reliability & Asset Protection
- API Recommended Practice 554 — Process Control Systems
Standar penting di industri minyak & gas serta petrokimia.
Membahas:
- control system design
- instrumentation
- operational considerations
Citation:
American Petroleum Institute. (2016). API Recommended Practice 554: Process Control Systems.
- Mobley — Plant Engineer’s Handbook
Referensi kuat untuk hubungan antara operasi dan reliability.
Berguna untuk mendukung Bab VII (asset life).
Citation:
Mobley, R. K. (2001). Plant Engineer’s Handbook. Butterworth-Heinemann.
⭐ Referensi Pendukung (Optional namun Bernilai Tinggi)
- ISA — International Society of Automation
Beberapa standar penting:
- ISA-5.1 → Instrumentation symbols
- ISA-18.2 → Alarm management
- Crowl & Louvar — Chemical Process Safety
Fondasi kuat untuk konsep:
- operating envelope
- hazard escalation
Citation:
Crowl, D. A., & Louvar, J. F. (2019). Chemical Process Safety: Fundamentals with Applications (4th ed.). Pearson.
Catatan Penyusunan Artikel ini disusun sebagai materi edukasi dan referensi umum berdasarkan berbagai sumber pustaka, praktik lapangan, serta bantuan alat penulisan. Pembaca disarankan untuk melakukan verifikasi lanjutan dan penyesuaian sesuai dengan kondisi serta kebutuhan masing-masing sistem.