- Published on
Gasket Failure Case – Salah Material atau Salah Instalasi?
- Authors
📘 ARTIKEL 23: Gasket Failure Case – Salah Material atau Salah Instalasi?
- 📘 ARTIKEL 23: Gasket Failure Case – Salah Material atau Salah Instalasi?
- 1️⃣ Informasi Umum
- 2️⃣ Learning Objective (Measurable & Skill-Based)
- 3️⃣ System Context & Criticality
- 4️⃣ Diagram Literacy Section (WAJIB)
- 5️⃣ Background & Failure Scenario
- 6️⃣ Symptom & Initial Finding
- 7️⃣ Possible Causes (Structured Hypothesis)
- 8️⃣ Step-by-Step Investigation Flow
- 9️⃣ Root Cause & Contributing Factor
- 🔟 Reference to Standard & Gap Analysis
- 1️⃣1️⃣ Corrective & Preventive Action
- 1️⃣2️⃣ Risk & Safety Reflection
- 1️⃣3️⃣ Data Interpretation & Trend Awareness
- 1️⃣4️⃣ Competency Mapping
- 1️⃣5️⃣ Discussion Question (Toolbox Use)
- 1️⃣6️⃣ Key Takeaway
1️⃣ Informasi Umum
Judul: Gasket Failure dalam 2 Minggu Operasi – Analisa Sistematis Berbasis Data
Disiplin: Mechanical
Level: Junior
Kategori: Troubleshooting
Equipment / System Terkait:
- Spiral Wound Gasket
- Non-Metallic Gasket
- Raised Face Flange Joint (Class 150–600)
Referensi Standar:
- ASME B31.3 – Awareness terhadap pressure boundary integrity dan kesesuaian joint terhadap design pressure & temperature
- Praktik torque tightening industri petrokimia (star pattern & multi-step torque)
2️⃣ Learning Objective (Measurable & Skill-Based)
Setelah membaca artikel ini, teknisi mampu:
- LO1 – Mengidentifikasi pola kegagalan gasket berdasarkan bentuk kerusakan fisik (extrusion, crushing, blow-out)
- LO2 – Menganalisa kesesuaian material gasket terhadap tekanan dan temperatur operasi menggunakan data aktual
- LO3 – Mengidentifikasi risiko kebocoran pada service hydrocarbon bertekanan dan dampaknya terhadap sistem proteksi
⚠ LO3 memenuhi requirement safety & system awareness karena menghubungkan kegagalan gasket dengan potensi Loss of Containment dan interlock shutdown.
3️⃣ System Context & Criticality
Posisi dalam sistem proses:
Pump → Piping → Flange Joint → Gasket → Downstream Equipment
Peran gasket dalam sistem:
- Menjamin seal integrity pada raised face flange
- Mencegah loss of containment
- Menjaga pressure boundary pada 14 bar & 160°C
Jika gasket gagal:
- Kehilangan produk (economic loss)
- Potensi fire akibat light hydrocarbon service
- Aktivasi gas detector
- Interlock shutdown unit
Rantai interaksi lintas disiplin:
Mechanical failure (gasket blow-out) → Gas Detector (Instrument) → Alarm → DCS Interlock (Control) → Trip Unit
Dengan demikian, kegagalan gasket bukan sekadar isu material, tetapi bagian dari sistem integritas mekanikal yang berdampak langsung pada reliability dan keselamatan plant.
4️⃣ Diagram Literacy Section (WAJIB)
Pemahaman kegagalan gasket harus dimulai dari kemampuan membaca mekanisme fisik sealing dan konteks sistem pada P&ID. Tanpa literasi diagram, investigasi akan bersifat asumsi.
1️⃣ Cross-Section Flange–Gasket–Bolt



Teknisi harus mampu menjelaskan:
- Bolt tightening menghasilkan bolt tension (preload)
- Preload menghasilkan gasket seating stress
- Seating stress harus merata 360° pada raised face
Hubungan teknis:
Jika seating stress < tekanan internal efektif → Gasket terdorong keluar (extrusion) → Blow-out terjadi pada sisi dengan kompresi terendah.
Under-torque → seating stress tidak cukup → pressure 14 bar dapat mengatasi gaya kompresi lokal.
2️⃣ Raised Face Flange Interface


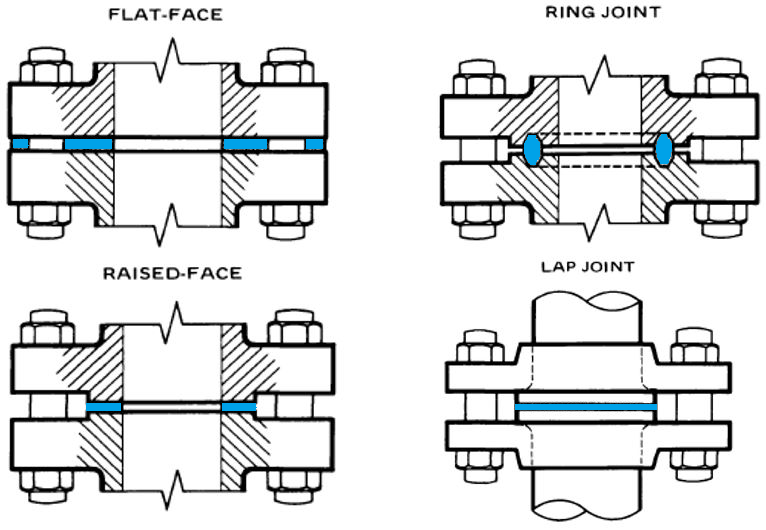
Teknisi harus memahami:
- Area sealing hanya berada pada raised face surface
- Di luar zona ini, gasket tidak memiliki support
- Jika preload tidak cukup, tekanan internal akan mendorong gasket ke arah bebas (extrusion path)
Zona kritis:
- Area dekat outer edge
- Area dengan bending akibat piping stress
- Area dengan kompresi awal rendah
3️⃣ P&ID Identification

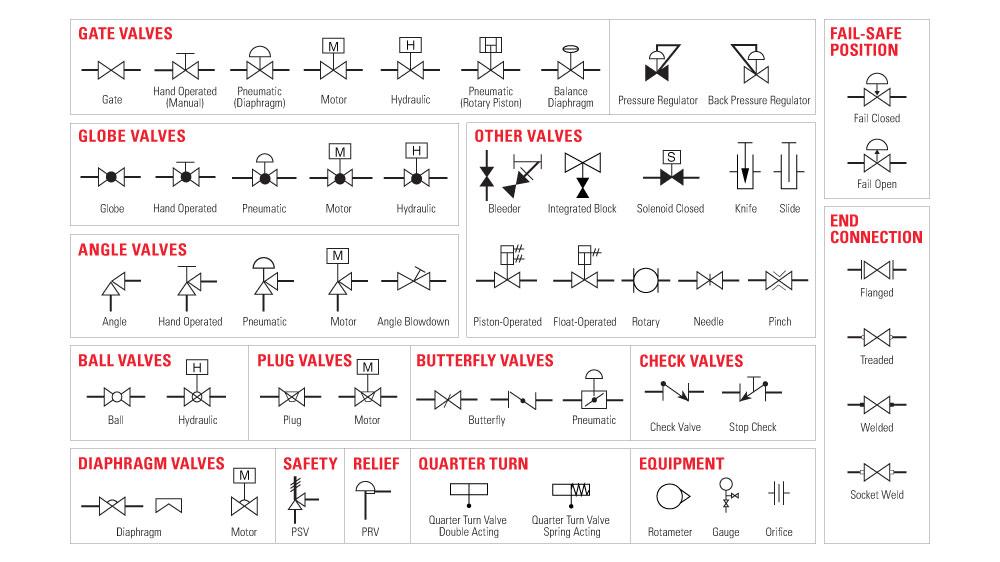

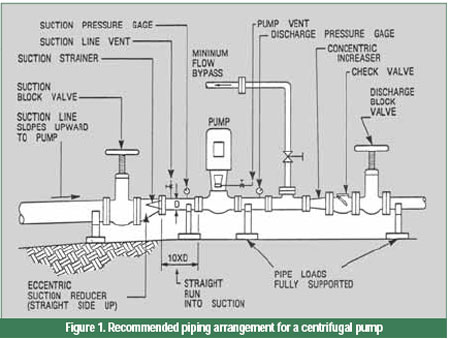
Teknisi wajib mampu:
- Mengidentifikasi posisi flange pada suction line
- Menentukan upstream & downstream isolation valve
- Menentukan vent & drain point
- Menunjukkan arah aliran fluida
- Menjelaskan jalur tekanan yang bekerja pada gasket
Konteks suction line penting karena:
- Tekanan relatif stabil, tetapi surge saat startup dapat terjadi.
- Posisi dekat pump dapat mengalami vibrasi atau minor pressure fluctuation.
🎯 Output Kompetensi Bab 4
Teknisi harus mampu:
- Menjelaskan hubungan antara bolt preload dan seating stress.
- Mengidentifikasi jalur extrusion pada raised face.
- Menentukan titik isolasi sebelum pembongkaran.
- Menghubungkan tekanan 14 bar dengan kebutuhan kompresi gasket.
Bab ini memastikan analisa kegagalan gasket dilakukan berbasis mekanisme gaya & konteks sistem, bukan asumsi kualitas material.
5️⃣ Background & Failure Scenario
Kondisi Awal
- Unit baru selesai shutdown terencana.
- Beberapa flange dibuka dan dipasang ulang, termasuk flange pada suction line.
- Tidak ditemukan kebocoran saat commissioning awal.
- Unit beroperasi normal selama ±2 minggu.
Parameter operasi:
- Tekanan operasi: 14 bar
- Temperatur operasi: 160°C
- Service: Light hydrocarbon
Kejadian Kegagalan
Setelah 2 minggu operasi stabil:
- Terjadi leak tiba-tiba pada flange suction line.
- Leak berkembang cepat menjadi gasket blow-out lokal.
- Unit harus diturunkan bebannya untuk pengamanan.
Saat pembongkaran ditemukan:
- Gasket mengalami blow-out di satu sisi
- Bolt dalam kondisi utuh (tidak patah, tidak necking)
- Tidak ada deformasi flange signifikan
- Tidak ada indikasi overpressure ekstrem
Analisa Perubahan Kondisi
Fakta penting:
- Tidak gagal saat startup awal.
- Tidak gagal saat hydrotest.
- Gagal setelah periode operasi stabil.
Interpretasi teknis awal:
- Kemungkinan terjadi relaxation atau creep pada gasket selama thermal exposure.
- Jika preload awal marginal (under-torque), maka penurunan kecil pada bolt load dapat menyebabkan seating stress jatuh di bawah batas minimum.
- Pressure surge kecil saat operasi dapat menjadi trigger final blow-out.
Bab ini menegaskan bahwa kegagalan tertunda (delayed failure) sering berkaitan dengan kombinasi preload tidak cukup + efek termal, bukan murni kesalahan material.
6️⃣ Symptom & Initial Finding
Bab ini melatih pemisahan antara fakta lapangan dan asumsi subjektif.
🔎 Temuan Visual
Terlihat:
- Gasket extrusion pada satu sisi flange.
- Sebagian gasket terdorong keluar dari raised face.
- Area rusak terlokalisir, tidak merata 360°.
Karakteristik ini menunjukkan:
- Seating stress tidak merata.
- Ada sisi dengan kompresi lebih rendah dibanding sisi lain.
📊 Data Operasi Terukur
| Parameter | Kondisi |
|---|---|
| Pressure | Dalam batas design |
| Temperature | 160°C (sesuai datasheet) |
| Vibration | Tidak abnormal |
| Alarm overpressure | Tidak tercatat |
Interpretasi:
- Tidak ada bukti overpressure besar.
- Tidak ada indikasi flange overstress.
- Tidak ada indikasi bolt failure.
🧠 Asumsi Awal Operator
Asumsi yang muncul:
- Material gasket salah spesifikasi.
- Vendor quality issue.
Masalah pendekatan ini:
- Tidak memverifikasi torque awal.
- Tidak mengevaluasi seating stress.
- Tidak mengecek histori pressure spike.
Tujuan bab ini:
Teknisi harus mampu membaca pola kerusakan fisik sebagai indikator distribusi gaya, bukan langsung menyimpulkan kesalahan material.
Bab berikutnya akan menyusun hipotesis terstruktur untuk menyaring kemungkinan penyebab secara sistemik.
7️⃣ Possible Causes (Structured Hypothesis)
Hipotesis harus dibangun lintas disiplin dan berbasis mekanisme fisik, bukan opini.
A. Mechanical
Fokus pada distribusi preload dan kondisi fisik joint.
Kemungkinan penyebab:
- Under-torque → seating stress < tekanan internal efektif → extrusion
- Over-torque → crushing gasket → kehilangan resiliency → blow-out
- Flange face uneven / scratch → jalur leak lokal
- Bolt elongation tidak merata akibat tightening sequence salah
- Embedment relaxation setelah thermal exposure 160°C
Cause–effect utama yang perlu diuji:
Under-torque → preload marginal → setelah creep → preload turun → pressure surge kecil cukup mendorong gasket keluar.
B. Process
Fokus pada kondisi operasi aktual.
Kemungkinan penyebab:
- Pressure spike saat startup
- Temperature ramp rate terlalu cepat
- Perubahan densitas fluida yang mempengaruhi dynamic load
Namun data menunjukkan:
- Tekanan steady dalam batas desain.
- Tidak ada alarm overpressure tercatat.
Hipotesis process lebih mungkin sebagai trigger, bukan root cause.
C. Human Error
Fokus pada disiplin kerja dan kontrol kualitas.
Kemungkinan penyebab:
- Tidak mengikuti star pattern
- Tidak melakukan multi-step torque
- Torque wrench tidak terkalibrasi
- Gasket disimpan di area lembab atau tertekuk
- Tidak dilakukan re-torque pasca thermal cycle
Human factor sering menjadi kontributor utama kegagalan dini (early life failure).
D. System
Fokus pada interaksi piping dan equipment.
Kemungkinan penyebab:
- Piping misalignment menyebabkan bending moment
- Beban eksternal pada suction nozzle
- Tidak ada torque documentation system
Jika flange menerima bending tambahan, maka sisi tertentu kehilangan contact pressure lebih cepat.
8️⃣ Step-by-Step Investigation Flow
Investigasi dilakukan untuk menyaring hipotesis secara objektif.
1️⃣ Review Design Pressure & Temperature
- Pastikan flange class sesuai untuk 14 bar & 160°C.
- Pastikan gasket rating kompatibel dengan service hydrocarbon.
- Verifikasi kesesuaian terhadap prinsip ASME B31.3.
Jika rating sesuai → kecil kemungkinan salah material secara spesifikasi.
2️⃣ Verifikasi Material Gasket vs Service Data
- Periksa type (spiral wound / non-metallic).
- Periksa filler material compatibility dengan hydrocarbon.
- Cek datasheet temperatur maksimum.
Jika material sesuai datasheet → fokus berpindah ke instalasi.
3️⃣ Review Torque Value & Tightening Sequence Record
- Apakah ada torque chart?
- Apakah ada record tightening?
- Apakah dilakukan multi-step torque?
- Apakah dilakukan final pass?
Jika tidak terdokumentasi → indikasi gap prosedural kuat.
4️⃣ Periksa Kondisi Flange Face
- Cek flatness.
- Cek scratch radial.
- Cek corrosion pitting.
- Pastikan raised face tidak terdeformasi.
Flange face baik → memperkuat hipotesis preload issue.
5️⃣ Periksa Torque Wrench Calibration Record
- Tanggal kalibrasi terakhir.
- Range torque sesuai bolt size.
- Riwayat overload.
Wrench tidak terkalibrasi → preload aktual bisa jauh dari nilai target.
6️⃣ Evaluasi Histori Pressure Spike
- Periksa histori startup log.
- Periksa perubahan flow mendadak.
- Periksa cavitation event pada suction.
Jika surge kecil ada → bisa menjadi trigger blow-out pada joint dengan preload rendah.
🔎 Decision Point
Jika:
- Material sesuai spesifikasi,
- Flange face baik,
- Tidak ada overpressure signifikan,
- Torque tidak terdokumentasi,
Maka investigasi harus difokuskan pada under-torque dan kontrol preload, bukan kesalahan material.
9️⃣ Root Cause & Contributing Factor
🎯 Root Cause (Teknis)
Under-torque menyebabkan seating stress gasket tidak cukup → setelah thermal exposure dan kemungkinan pressure surge kecil → gasket mengalami blow-out lokal.
Mekanisme teknis:
- Preload awal marginal.
- Thermal exposure 160°C → gasket creep/relaxation.
- Bolt preload menurun.
- Seating stress turun di bawah tekanan internal efektif.
- Pressure surge kecil memicu extrusion → blow-out.
🔎 Contributing Factor (System/Human)
- Tidak ada torque value terdokumentasi.
- Torque wrench tidak memiliki calibration record jelas.
- Tidak ada re-torque setelah thermal cycle pertama.
- Tidak ada audit flange critical service.
Faktor sistemik ini membuat preload tidak terverifikasi dan kegagalan tidak terdeteksi dini.
🧠 Mengapa Bukan Salah Material?
Indikasi teknis:
- Rating sesuai design.
- Kerusakan lokal, bukan degradasi menyeluruh.
- Tidak ada tanda chemical attack.
- Tidak ada overheating ekstrem.
Jika salah material:
- Biasanya terjadi softening menyeluruh.
- Kerusakan cenderung uniform.
Kesimpulan:
Masalah utama adalah kontrol seating stress, bukan kualitas gasket.
Bab berikutnya akan mengaitkan temuan ini dengan standar dan gap implementasi sistem kerja.
🔟 Reference to Standard & Gap Analysis
Kegagalan gasket harus dievaluasi terhadap prinsip integritas pressure boundary sesuai praktik engineering yang berlaku.
Referensi Prinsip Standar
Selaras dengan prinsip dalam ASME B31.3:
- Flange joint harus mampu menahan design pressure dan temperature tanpa kebocoran.
- Mechanical joint harus dirakit mengikuti good engineering practice.
- Integritas sambungan tidak hanya bergantung pada material, tetapi juga kualitas instalasi dan kontrol preload.
Prinsip teknis yang relevan:
- Gasket memerlukan minimum seating stress untuk mencegah blow-out.
- Bolt preload harus cukup untuk mempertahankan contact pressure setelah thermal effect.
- Joint assembly adalah bagian dari pressure containment system.
Gap Analysis (Temuan Lapangan)
Berdasarkan investigasi, ditemukan gap berikut:
Tidak ada torque specification tertulis
- Nilai torque tidak dikontrol berbasis bolt size & gasket type.
- Tidak ada referensi standar internal.
Tidak ada verifikasi seating stress
- Tidak ada metode kontrol preload (minimal: torque record & sequence verification).
- Tidak ada check-off tightening pass.
Tidak ada prosedur re-torque pasca startup
- Thermal relaxation tidak diantisipasi.
- Tidak ada inspeksi flange kritikal setelah thermal stabilization.
Torque wrench tidak terdokumentasi kalibrasinya
- Preload aktual tidak dapat diverifikasi.
Dampak Gap terhadap Reliability
- Early life failure dalam 2 minggu operasi.
- Risiko blow-out mendadak meningkat.
- Traceability rendah saat dilakukan RCA.
- Potensi Loss of Containment berulang pada flange lain.
Bab ini menegaskan bahwa kegagalan bukan akibat standar yang kurang, tetapi akibat implementasi kontrol kerja yang lemah.
1️⃣1️⃣ Corrective & Preventive Action
Tindakan dibagi menjadi immediate dan sistemik untuk mencegah pengulangan.
🔧 Immediate Action
Isolasi dan depressurize line sesuai P&ID.
Gas test sebelum pembongkaran.
Ganti gasket dengan tipe sesuai spesifikasi.
Verifikasi flange face bersih dan rata.
Re-tightening menggunakan:
- Star pattern
- Multi-step torque (30% → 60% → 100%)
- Final circular pass
Dokumentasikan torque aktual.
🛠 Permanent Fix
- Standarisasi torque chart per flange class.
- Penentuan minimum torque untuk mencapai seating stress yang aman.
- Wajibkan torque record sheet untuk flange critical service.
- Definisikan suction line sebagai flange dengan perhatian khusus (dekat rotating equipment).
🏗 System Improvement
Program kalibrasi torque wrench berkala.
SOP penyimpanan gasket (kering, rata, tidak tertekuk).
Pelatihan teknisi tentang:
- Seating stress concept
- Creep & relaxation effect
Audit acak dokumentasi torque saat turnaround.
Fokus utama: mengontrol preload secara konsisten.
📊 Monitoring Plan
Setelah startup ulang:
- Leak inspection mingguan selama 1 bulan pertama.
- Verifikasi ulang torque setelah 1 thermal cycle.
- Monitoring pressure spike saat startup berikutnya.
- Catat histori flange sebagai baseline reliability data.
Tujuan monitoring: mencegah kegagalan dini (early failure phase).
1️⃣2️⃣ Risk & Safety Reflection
Gasket blow-out pada 14 bar & 160°C memiliki risiko signifikan.
⚠ Potensi Bahaya
Sudden Blow-Out
- Pelepasan energi mendadak.
- Dapat menyebabkan cedera langsung.
High Pressure Hydrocarbon Jet
- Atomisasi fluida.
- Pembentukan vapor cloud.
Fire / Explosion Risk
- Jika terdapat ignition source.
Thermal Burn Hazard
- Temperatur 160°C berisiko luka bakar serius.
🔐 Permit & Kontrol Keselamatan
Sebelum pekerjaan:
- Line isolation & depressurization wajib.
- Gas test area kerja.
- Hot work permit jika ada grinding/repair.
- PPE sesuai klasifikasi service.
🔄 Relevansi SHE
Gasket blow-out merupakan:
- Loss of Containment event.
- Major accident precursor.
- Indikator lemahnya kontrol pressure boundary.
Refleksi utama:
Integritas gasket bukan hanya tanggung jawab teknisi mekanik, tetapi bagian dari asset integrity & process safety management system.
Bab berikutnya akan memperkuat pentingnya data dan trend awareness untuk mencegah pengulangan.
1️⃣3️⃣ Data Interpretation & Trend Awareness
Kegagalan dalam 2 minggu operasi termasuk kategori early life failure. Fokus analisa harus pada data startup dan periode awal operasi.
📊 Parameter yang Perlu Dipantau
Pressure Surge Saat Startup
- Amati lonjakan tekanan saat pump start.
- Periksa perubahan flow mendadak.
- Bandingkan dengan histori startup sebelumnya.
Temperature Ramp Rate
- Kenaikan temperatur cepat → ekspansi cepat → redistribusi preload.
- Ramp bertahap mengurangi stress transient pada gasket.
Leak Log Historis
- Apakah flange yang sama pernah leak?
- Apakah terjadi pola berulang pada suction line?
🔎 Early Warning Indicator
Sebelum blow-out biasanya terdapat:
- Minor sweating pada satu sisi.
- Bau hidrokarbon ringan.
- Noda tipis pada flange edge.
- Fluktuasi tekanan kecil saat warm-up.
Jika indikator ini dicatat dan ditindaklanjuti, kegagalan total dapat dicegah.
📈 Reliability Perspective
Early failure sering menunjukkan:
- Installation quality issue
- Preload tidak cukup
- Kontrol kerja tidak terdokumentasi
Trend awareness membantu membedakan antara:
- Material defect
- Procedural weakness
- Systemic gap
Data kecil saat startup harus dianggap sebagai warning signal, bukan gangguan minor.
1️⃣4️⃣ Competency Mapping
Mapping kompetensi difokuskan pada peningkatan kemampuan teknisi junior menuju troubleshooting independen.
| Skill Area | Level Saat Ini | Target |
|---|---|---|
| Gasket failure diagnosis | W | I |
| Torque calculation awareness | W | I |
| Flange inspection literacy | W | I |
| Safety risk recognition | W | I |
Interpretasi Pengembangan
Dari W (Working Knowledge) ke I (Independent) berarti teknisi mampu:
- Mengidentifikasi pola extrusion vs crushing.
- Menghubungkan under-torque dengan seating stress.
- Membaca kondisi flange face secara kritis.
- Mengambil keputusan berbasis data, bukan asumsi vendor issue.
Target akhir:
Teknisi memahami bahwa gasket failure adalah hasil interaksi preload–thermal–pressure–alignment.
1️⃣5️⃣ Discussion Question (Toolbox Use)
- Mengapa gasket bisa gagal meskipun tekanan operasi sesuai design?
- Mengapa under-torque lebih berbahaya dibanding asumsi “material salah”?
- Bagaimana pressure spike kecil dapat memicu blow-out pada joint dengan preload rendah?
- Mengapa re-torque setelah thermal cycle penting pada service 160°C?
- Jika gasket diganti tanpa memperbaiki prosedur tightening, apa yang kemungkinan terjadi?
Tujuan diskusi:
- Mendorong analisa berbasis mekanisme gaya.
- Menghilangkan budaya menyalahkan material.
- Meningkatkan system thinking pada flange integrity.
1️⃣6️⃣ Key Takeaway
- Gasket failure jarang murni akibat kesalahan material.
- Seating stress menentukan seal integrity.
- Under-torque dapat menyebabkan blow-out meskipun tekanan dalam batas desain.
- Pressure surge kecil dapat menjadi trigger pada joint dengan preload rendah.
- Re-torque pasca thermal cycle sangat penting pada temperatur tinggi.
- Dokumentasi torque meningkatkan traceability dan reliability.
- Gasket blow-out adalah Loss of Containment precursor yang berdampak pada keselamatan sistem.
Catatan Penyusunan Artikel ini merupakan bagian dari serial peningkatan kompetensi yang dirancang untuk diikuti secara berurutan guna membangun pemahaman sistematis dan bertahap. Meskipun demikian, setiap artikel tetap dapat dibaca secara terpisah sebagai referensi mandiri sesuai kebutuhan pembaca. Materi disusun berdasarkan berbagai sumber pustaka teknis, praktik lapangan industri, serta dukungan alat bantu penulisan. Pembaca disarankan melakukan verifikasi lanjutan dan penyesuaian teknis sesuai dengan standar perusahaan, kondisi aktual peralatan, serta regulasi keselamatan yang berlaku.