- Published on
Bolt Tightening Sequence Awareness – Mengapa Pola & Tahapan Penting?
- Authors
📘 ARTIKEL 24: Bolt Tightening Sequence Awareness – Mengapa Pola & Tahapan Penting?
- 📘 ARTIKEL 24: Bolt Tightening Sequence Awareness – Mengapa Pola & Tahapan Penting?
- 1️⃣ Informasi Umum
- 2️⃣ Learning Objective (Measurable & Skill-Based)
- 3️⃣ System Context & Criticality
- 4️⃣ Diagram Literacy Section (WAJIB)
- 5️⃣ Background & Failure Scenario
- 6️⃣ Symptom & Initial Finding
- 7️⃣ Possible Causes (Structured Hypothesis)
- 8️⃣ Step-by-Step Investigation Flow
- 9️⃣ Root Cause & Contributing Factor
- 🔟 Reference to Standard & Gap Analysis
- 1️⃣1️⃣ Corrective & Preventive Action
- 1️⃣2️⃣ Risk & Safety Reflection
- 1️⃣3️⃣ Data Interpretation & Trend Awareness
- 1️⃣4️⃣ Competency Mapping
- 1️⃣5️⃣ Discussion Question (Toolbox Use)
- 1️⃣6️⃣ Key Takeaway
1️⃣ Informasi Umum
Judul: Bolt Tightening Sequence – Preventive Engineering untuk Menjamin Seal Integrity
Disiplin: Mechanical
Level: Junior
Kategori: Preventive
Equipment / System Terkait:
- Flange Joint (Class 150–600)
- Spiral Wound / Non-Metallic Gasket
- Carbon Steel / Alloy Steel Bolt & Nut
Referensi Standar:
- ASME B31.3 – Awareness bahwa flange joint adalah bagian dari pressure boundary yang harus dirakit sesuai engineering practice
- Praktik torque tightening industri petrokimia (star pattern & multi-step torque)
2️⃣ Learning Objective (Measurable & Skill-Based)
Setelah membaca artikel ini, teknisi mampu:
- LO1 – Menjelaskan prinsip distribusi gaya pada flange joint dan hubungannya dengan gasket seating stress
- LO2 – Menerapkan star pattern tightening dengan tahapan torque bertingkat (30%–60%–100%) secara disiplin
- LO3 – Mengidentifikasi risiko keselamatan jika tightening dilakukan pada sistem bertekanan atau tanpa prosedur isolasi yang benar
⚠ LO3 memenuhi requirement safety & system awareness karena mengaitkan kesalahan tightening dengan potensi Loss of Containment.
3️⃣ System Context & Criticality
Struktur sistem secara sederhana:
Pump → Piping → Flange → Gasket → Pressure Boundary
Fungsi bolt tightening dalam sistem:
- Menghasilkan bolt preload
- Mengubah preload menjadi gasket seating stress
- Menjamin pressure containment
Jika tightening tidak dilakukan dengan benar:
- Distribusi gaya tidak merata
- Gasket terkompresi tidak seragam
- Terjadi localized stress
- Leak muncul saat startup atau saat temperatur naik
- Potensi fire/explosion pada hydrocarbon service
Interaksi lintas disiplin:
Improper tightening → Leak → Gas detector aktif (Instrument) → Alarm → Interlock shutdown (Control)
Dengan demikian, bolt tightening bukan sekadar aktivitas mekanik, tetapi bagian dari sistem integritas dan keselamatan proses.
4️⃣ Diagram Literacy Section (WAJIB)
Pemahaman pola tightening tidak cukup teoritis. Teknisi harus memahami jalur distribusi gaya, efek deformasi flange, dan bagaimana pola tightening mempengaruhi gasket seating stress.
1️⃣ Distribusi Gaya Bolt pada Flange



Teknisi harus mampu menjelaskan:
- Bolt menghasilkan tensile force (preload).
- Preload ditransfer menjadi compressive force pada gasket.
- Jika satu sisi dikencangkan lebih dulu → flange mengalami tilting mikro.
- Tilting menyebabkan contact pressure tidak merata.
Hubungan teknis:
Preload tidak merata → seating stress tidak uniform → saat thermal expansion → redistribusi gaya → potensi leak.
2️⃣ Star Pattern Tightening (Contoh 8 Bolt)
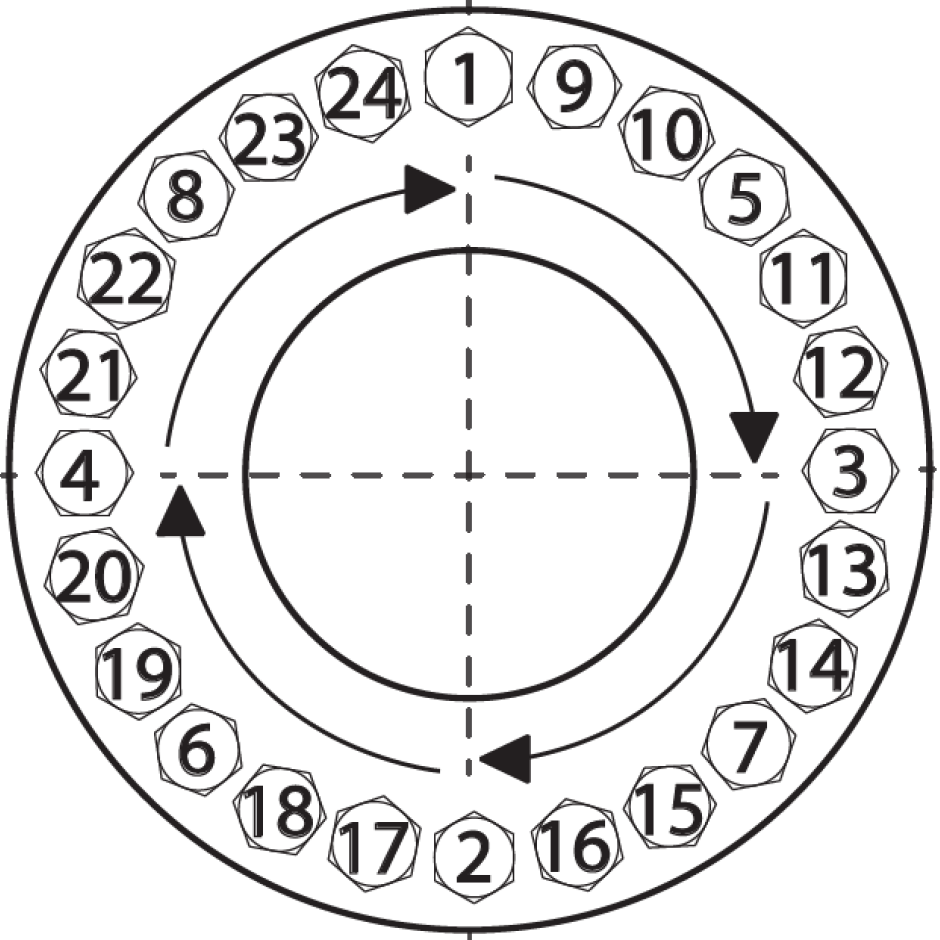
Contoh urutan 8 bolt:
1 – 5 – 3 – 7 – 2 – 6 – 4 – 8
Tujuan pola silang:
- Menghindari deformasi lokal.
- Mendistribusikan preload secara bertahap dan seimbang.
- Mengurangi risiko gasket crushing pada satu sisi.
Teknisi harus mampu menjelaskan:
Mengapa tightening searah jarum jam menyebabkan gaya terkonsentrasi dan deformasi progresif pada satu area.
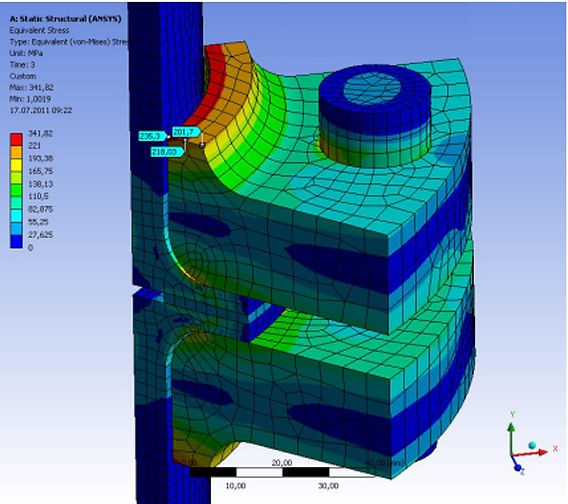
3️⃣ Cross Section Flange Joint


Zona kritis yang harus dipahami:
- Raised face contact area
- Area dekat outer edge (potensi extrusion)
- Zona yang kehilangan contact pressure akibat uneven preload
Jika bolt dikencangkan langsung 100% tanpa tahapan:
- Gasket dapat mengalami crushing lokal.
- Setelah bolt lainnya dikencangkan, distribusi gaya tidak pernah benar-benar seimbang.
🎯 Output Kompetensi Bab 4
Teknisi harus mampu:
- Menjelaskan jalur gaya dari bolt ke gasket.
- Menggambarkan urutan star pattern tanpa melihat referensi.
- Menjelaskan mengapa multi-step torque diperlukan.
- Mengidentifikasi titik konsentrasi stress akibat tightening salah.
Bab ini memastikan bahwa star pattern dipahami sebagai mekanisme distribusi gaya, bukan sekadar kebiasaan kerja.
5️⃣ Background & Failure Scenario
Konteks Preventive Audit
Pada saat shutdown terencana, dilakukan inspeksi beberapa flange joint pada sistem hidrokarbon. Ditemukan indikasi awal berupa:
- Bekas kompresi gasket tidak merata.
- Ada area gasket yang terlihat lebih tertekan dibanding sisi lain.
- Beberapa bolt menunjukkan indikasi elongation tidak seragam (visual thread exposure berbeda).
Histori pekerjaan menunjukkan:
- Tightening dilakukan tanpa tahapan bertingkat.
- Torque langsung diaplikasikan 100% dalam satu kali putaran.
- Tidak ada dokumentasi torque record.
- Tidak ada re-torque setelah thermal cycle pertama.
Kejadian Pasca Startup
Setelah unit kembali beroperasi:
- Muncul leak minor pada salah satu flange.
- Leak bersifat lokal, bukan 360°.
- Tekanan dan temperatur operasi dalam batas desain.
Interpretasi awal yang muncul:
- Dugaan gasket defect.
Namun data menunjukkan bahwa prosedur tightening tidak mengikuti praktik distribusi gaya yang benar.
Makna Preventive Engineering
Kasus ini menunjukkan bahwa:
- Kegagalan tidak selalu berasal dari komponen.
- Proses assembly adalah bagian dari integritas sistem.
- Kesalahan pada tahap instalasi dapat muncul sebagai leak saat kondisi operasi stabil.
Bab ini menegaskan bahwa tightening sequence adalah kontrol preventif, bukan hanya langkah administratif.
6️⃣ Symptom & Initial Finding
Tujuan bab ini adalah memisahkan fakta teknis dari asumsi.
🔎 Temuan Visual
- Bekas tekanan gasket tidak merata (uneven compression mark).
- Ada sisi gasket yang menunjukkan kompresi berlebihan.
- Sisi lain menunjukkan kompresi minimal.
- Tidak ada tanda kerusakan material akibat chemical attack.
Pola ini mengindikasikan:
Distribusi preload tidak seragam sejak awal pemasangan.
📊 Data Terukur
| Parameter | Kondisi |
|---|---|
| Torque record | Tidak tersedia |
| Prosedur tightening | Single-step (100%) |
| Re-torque | Tidak dilakukan |
| Kondisi flange face | Baik |
Interpretasi:
- Tidak ada bukti kesalahan material.
- Tidak ada bukti overpressure.
- Indikasi kuat masalah pada metode tightening.
🧠 Asumsi Awal vs Fakta
Asumsi awal:
Gasket kemungkinan defect.
Fakta teknis:
- Prosedur tightening tidak mengikuti star pattern bertahap.
- Tidak ada kontrol distribusi gaya.
- Tidak ada verifikasi pasca thermal cycle.
Bab ini menjadi dasar untuk menyusun hipotesis terstruktur pada bab berikutnya.
7️⃣ Possible Causes (Structured Hypothesis)
Analisa harus berbasis distribusi gaya dan interaksi sistem, bukan hanya komponen gasket.
A. Mechanical
Kemungkinan penyebab dari sisi mekanikal:
- Tidak menggunakan star pattern tightening
- Tightening langsung 100% (single-step torque)
- Tidak melakukan cross tightening
- Bolt elongation tidak seragam
- Local flange distortion akibat preload tidak seimbang
Mekanisme teknis:
Single-step tightening → satu sisi flange tertekan penuh lebih dulu → flange mengalami micro-tilt → gasket terkompresi tidak merata → seating stress tidak uniform.
B. Process
Faktor proses yang dapat memperparah kondisi:
- Thermal expansion saat startup
- Pressure surge kecil
- Temperature ramp rate terlalu cepat
Namun faktor proses biasanya menjadi trigger, bukan penyebab utama jika distribusi preload sudah benar.
C. Human Error
- Tidak memahami konsep distribusi gaya
- Tidak ada torque chart di lapangan
- Tidak ada pelatihan tightening sequence
- Menganggap torque = “asal kencang”
Human factor sangat dominan pada kasus preventive audit ini.
D. System
- Tidak ada SOP re-torque pasca thermal cycle
- Tidak ada torque documentation system
- Tidak ada audit tightening practice saat shutdown
Gap sistem menyebabkan kesalahan prosedur menjadi kebiasaan.
8️⃣ Step-by-Step Investigation Flow
Investigasi bertujuan membuktikan apakah distribusi gaya memang menjadi penyebab utama.
1️⃣ Review Histori Tightening Procedure
- Apakah ada torque chart?
- Apakah ada tahapan 30%–60%–100%?
- Apakah tightening dilakukan secara silang?
Jika tidak → indikasi kuat uneven compression.
2️⃣ Verifikasi Torque Wrench Rating & Calibration
- Apakah wrench sesuai range bolt size?
- Apakah memiliki sertifikat kalibrasi aktif?
- Apakah pernah overload?
Torque wrench tidak akurat → preload tidak sesuai target.
3️⃣ Periksa Pola Tightening yang Digunakan
- Apakah dilakukan searah jarum jam?
- Apakah bolt yang bersebelahan dikencangkan berurutan?
- Apakah dilakukan final circular pass?
Tightening berurutan menghasilkan distribusi gaya progresif yang tidak pernah benar-benar seimbang.
4️⃣ Evaluasi Kondisi Gasket Bekas
Indikator uneven compression:
- Bekas imprint lebih dalam di satu sisi.
- Gasket tampak lebih tipis di area tertentu.
- Tidak ada kerusakan kimia.
Compression mark menjadi bukti distribusi gaya yang salah.
5️⃣ Bandingkan dengan Best Practice
Praktik industri:
- Star pattern
- Multi-step torque
- Final pass
- Re-torque setelah thermal cycle
Jika prosedur aktual tidak memenuhi ini → potensi uneven preload sangat tinggi.
🔎 Decision Point
Jika:
- Tightening dilakukan single-step,
- Tidak ada star pattern,
- Tidak ada torque record,
Maka potensi uneven compression adalah penyebab dominan.
9️⃣ Root Cause & Contributing Factor
🎯 Root Cause (Teknis)
Tightening dilakukan tanpa star pattern dan tanpa tahapan bertingkat → distribusi gaya tidak merata → gasket seating stress tidak uniform → leak minor muncul saat startup.
Mekanisme kegagalan:
- Bolt pertama menerima 100% preload.
- Flange mengalami deformasi lokal.
- Bolt berikutnya dikencangkan pada kondisi flange sudah tidak rata sempurna.
- Distribusi akhir tetap tidak seimbang.
- Saat temperatur naik → redistribusi gaya memperparah ketidakseimbangan.
🔎 Contributing Factor (System/Human)
- Tidak ada torque sequence chart di lapangan.
- Tidak ada re-torque setelah thermal cycle.
- Tidak ada dokumentasi torque.
- Kurangnya pemahaman seating stress pada teknisi junior.
Faktor sistem ini memungkinkan kesalahan prosedur berulang pada banyak flange.
🔄 Perspektif Reliability
Improper tightening bukan kegagalan komponen, tetapi kegagalan kontrol proses assembly.
Dengan demikian, solusi harus memperbaiki metode distribusi gaya, bukan mengganti gasket semata.
🔟 Reference to Standard & Gap Analysis
Bolt tightening sequence merupakan bagian dari praktik engineering untuk menjamin integritas pressure boundary.
Referensi Prinsip Standar
Selaras dengan prinsip dalam ASME B31.3:
- Flange joint harus dirakit sesuai engineering practice agar mampu menahan design pressure & temperature.
- Integritas sambungan tidak hanya bergantung pada material, tetapi pada metode assembly.
- Mechanical joint harus menjamin pressure containment sepanjang siklus operasi.
Walaupun standar tidak merinci pola tightening bolt per angka urutan, praktik industri yang diterima luas mensyaratkan:
- Distribusi gaya merata
- Kontrol preload
- Verifikasi instalasi
Best Practice Industri
- Multi-step torque: 30% → 60% → 100%
- Star pattern tightening
- Cross tightening
- Final circular pass
- Re-torque setelah thermal stabilization
Prinsip teknisnya:
Preload harus didistribusikan bertahap agar flange tidak mengalami deformasi lokal.
Gap yang Ditemukan
Berdasarkan audit kasus:
- Tightening dilakukan satu tahap (100%)
- Tidak ada torque documentation
- Tidak ada torque sequence chart di lapangan
- Tidak ada verification setelah startup
- Tidak ada program re-torque pasca thermal cycle
Dampak Gap terhadap Reliability
- Uneven gasket compression
- Leak minor berulang
- Potensi blow-out pada service kritikal
- Traceability rendah saat dilakukan RCA
Kesimpulan bab ini:
Standar ada, praktik terbaik tersedia, namun implementasi di lapangan belum disiplin.
1️⃣1️⃣ Corrective & Preventive Action
Pendekatan harus memperbaiki metode, bukan hanya memperbaiki joint yang bocor.
🔧 Immediate Action
Depressurize dan isolasi line.
Longgarkan semua bolt secara merata.
Ulang tightening menggunakan:
- Star pattern
- Multi-step torque (30% → 60% → 100%)
- Final circular pass
Dokumentasikan torque akhir.
Tujuan: mengembalikan distribusi preload yang merata.
🛠 Permanent Fix
- Standarisasi torque chart per flange class.
- Wajib torque record sheet untuk flange kritikal.
- Definisikan flange critical service (hydrocarbon, temperatur tinggi, dekat rotating equipment).
- Integrasikan torque checklist dalam shutdown package.
🏗 System Improvement
- Pelatihan ulang tightening sequence untuk teknisi.
- Posting diagram star pattern di workshop & area kerja.
- Program kalibrasi torque wrench berkala.
- Audit rutin praktik tightening saat turnaround.
Fokus: menjadikan tightening sebagai proses terkontrol, bukan kebiasaan individual.
📊 Monitoring Plan
- Leak inspection pasca startup.
- Re-torque setelah 1 thermal cycle pada service >100°C.
- Review histori flange yang sering leak.
- Audit dokumentasi torque setiap shutdown.
Monitoring memastikan preventive practice benar-benar diterapkan.
1️⃣2️⃣ Risk & Safety Reflection
Improper tightening bukan hanya isu teknis, tetapi isu keselamatan.
⚠ Risiko Utama
- High pressure leak
- Gasket blow-out
- Fire/explosion risk pada hydrocarbon service
- Paparan fluida panas (thermal burn hazard)
🔐 Persyaratan Keselamatan
Sebelum melakukan tightening ulang:
- Line harus depressurized.
- Gas test dilakukan.
- Gunakan torque wrench sesuai rating.
- Gunakan PPE sesuai service class.
Kesalahan kritikal:
Mengencangkan bolt pada sistem yang masih memiliki tekanan residual.
🔄 Relevansi SHE
Improper tightening = potential Loss of Containment precursor.
Artinya:
Kesalahan prosedur mekanis kecil dapat memicu alarm gas, interlock shutdown, bahkan insiden besar.
Keselamatan dimulai dari disiplin pada distribusi gaya bolt.
1️⃣3️⃣ Data Interpretation & Trend Awareness
Pendekatan preventive harus berbasis data, bukan hanya inspeksi visual sesaat.
📊 Parameter Penting yang Perlu Dipantau
Leak Trend pada Flange Tertentu
- Apakah flange yang sama sering leak?
- Apakah terjadi pola berulang setelah setiap shutdown?
Pressure Surge Saat Startup
- Lonjakan kecil dapat menjadi trigger pada joint dengan preload tidak merata.
- Bandingkan histori startup antar periode operasi.
Temperature Ramp Rate
- Kenaikan temperatur cepat → redistribusi gaya mendadak.
- Ramp lambat membantu stabilisasi preload.
🔎 Early Warning Indicator
Indikasi awal uneven tightening:
- Minor sweating pada satu sisi flange.
- Compression mark tidak merata saat inspeksi shutdown.
- Perbedaan visual thread exposure antar bolt.
- Gasket tampak lebih tipis di satu sisi.
Jika indikator ini terdeteksi lebih awal, re-tightening terkontrol dapat mencegah leak aktif.
📈 Preventive Thinking
Jika tren leak terjadi pada beberapa flange berbeda dalam satu unit, maka kemungkinan besar masalahnya adalah:
- Praktik tightening tidak standar.
- Tidak ada kontrol preload sistemik.
- Tidak ada pelatihan atau audit tightening.
Trend awareness mengubah pendekatan dari “memperbaiki leak” menjadi “memperbaiki metode”.
1️⃣4️⃣ Competency Mapping
Pengembangan kompetensi difokuskan pada pemahaman distribusi gaya dan implementasi disiplin prosedur.
| Skill Area | Level Saat Ini | Target |
|---|---|---|
| Star pattern application | W | I |
| Multi-step torque awareness | W | I |
| Seating stress concept | W | I |
| Safety risk recognition | W | I |
Interpretasi Pengembangan
Dari W (Working Knowledge) ke I (Independent) berarti teknisi mampu:
- Menjelaskan mengapa pola silang diperlukan.
- Menerapkan multi-step torque tanpa supervisi langsung.
- Mengidentifikasi tanda uneven compression.
- Menolak melakukan tightening pada line bertekanan.
Target akhir:
Teknisi memahami bahwa bolt tightening adalah kontrol teknis kritikal, bukan pekerjaan rutin.
1️⃣5️⃣ Discussion Question (Toolbox Use)
- Mengapa tightening searah jarum jam dapat menyebabkan uneven compression?
- Mengapa multi-step torque lebih efektif dibanding langsung 100%?
- Mengapa re-torque setelah thermal cycle penting pada service temperatur tinggi?
- Apa risiko jika tightening dilakukan pada line yang belum sepenuhnya depressurized?
- Bagaimana memastikan seluruh crew mengikuti pola tightening yang sama?
Tujuan diskusi:
- Meningkatkan system thinking.
- Menguatkan budaya kerja berbasis prosedur.
- Mengurangi ketergantungan pada pengalaman individu saja.
1️⃣6️⃣ Key Takeaway
- Star pattern menjamin distribusi gaya merata pada flange joint.
- Multi-step torque mencegah deformasi dan crushing gasket.
- Tightening satu tahap meningkatkan risiko uneven preload.
- Re-torque penting setelah thermal cycle pada temperatur tinggi.
- Dokumentasi torque meningkatkan traceability dan reliability.
- Preventive engineering lebih efektif daripada corrective repair.
- Safety dan reliability dimulai dari disiplin prosedur mekanis yang benar.
Catatan Penyusunan Artikel ini merupakan bagian dari serial peningkatan kompetensi yang dirancang untuk diikuti secara berurutan guna membangun pemahaman sistematis dan bertahap. Meskipun demikian, setiap artikel tetap dapat dibaca secara terpisah sebagai referensi mandiri sesuai kebutuhan pembaca. Materi disusun berdasarkan berbagai sumber pustaka teknis, praktik lapangan industri, serta dukungan alat bantu penulisan. Pembaca disarankan melakukan verifikasi lanjutan dan penyesuaian teknis sesuai dengan standar perusahaan, kondisi aktual peralatan, serta regulasi keselamatan yang berlaku.