- Published on
Gate Valve Tidak Bisa Full Close – Masalah Internal atau Operasi?
- Authors
📘 ARTIKEL 25: Gate Valve Tidak Bisa Full Close – Masalah Internal atau Operasi?
- 📘 ARTIKEL 25: Gate Valve Tidak Bisa Full Close – Masalah Internal atau Operasi?
- 1️⃣ Informasi Umum
- 2️⃣ Learning Objective (Measurable & Skill-Based)
- 3️⃣ System Context & Criticality
- 4️⃣ Diagram Literacy Section (WAJIB)
- 5️⃣ Background & Failure Scenario
- 6️⃣ Symptom & Initial Finding
- 7️⃣ Possible Causes (Structured Hypothesis)
- 8️⃣ Step-by-Step Investigation Flow
- 9️⃣ Root Cause & Contributing Factor
- 🔟 Reference to Standard & Gap Analysis
- 1️⃣1️⃣ Corrective & Preventive Action
- 1️⃣2️⃣ Risk & Safety Reflection
- 1️⃣3️⃣ Data Interpretation & Trend Awareness
- 1️⃣4️⃣ Competency Mapping
- 1️⃣5️⃣ Discussion Question (Toolbox Use)
- 1️⃣6️⃣ Key Takeaway (Max 7 Bullet)
1️⃣ Informasi Umum
Judul Artikel: Gate Valve Tidak Bisa Full Close – Investigasi Sistematis Berbasis Mekanisme Fisik
Disiplin: Mechanical (Interaksi: Process & Instrument)
Level: Junior
Kategori: Troubleshooting – System Interaction – Safety
Equipment / System Terkait:
- Manual Gate Valve (Rising Stem)
- Process Line Hydrocarbon
- Downstream Vessel / Heat Exchanger
Referensi Standar (Awareness):
- ASME B31.3
- API 598
2️⃣ Learning Objective (Measurable & Skill-Based)
Setelah membaca artikel ini, teknisi mampu:
- LO1 – Mengidentifikasi mekanisme fisik penyebab gate valve tidak full close berdasarkan gejala tekanan & aliran.
- LO2 – Membaca P&ID untuk menentukan isolation boundary dan jalur tekanan residual.
- LO3 – Mengevaluasi risiko false isolation terhadap pekerjaan maintenance dan potensi Loss of Containment.
⚠ LO3 memastikan aspek system & safety tercapai.
3️⃣ System Context & Criticality
Posisi dalam sistem:
Pump → Discharge Piping → Gate Valve (Isolation) → Downstream Equipment
Gate valve pada sistem ini berfungsi sebagai primary isolation barrier antara sumber energi fluida (pompa/vessel bertekanan) dan equipment yang akan dikerjakan atau diinspeksi.
Jika valve tidak full close:
- Tekanan downstream tidak turun ke nol
- Backflow dari upstream tetap terjadi
- Isolation boundary menjadi tidak valid
- Permit to work kehilangan dasar teknisnya
Interaksi lintas disiplin:
Valve leak internal → Flow tetap ada → Pressure transmitter tetap membaca tekanan → Control system tidak mengindikasikan perubahan signifikan → Operator mengasumsikan line sudah aman → Flange dibuka dalam kondisi masih bertekanan.
System Impact Chain:
Mechanical sealing failure → Residual pressure tertinggal → Maintenance exposure → Hydrocarbon release → Potensi ignition → Fire / escalation event
Section ini menegaskan bahwa kegagalan sealing pada valve bukan hanya isu mekanis, tetapi berimplikasi langsung terhadap integritas sistem, validitas isolasi, dan keselamatan pekerjaan.
4️⃣ Diagram Literacy Section (WAJIB)


Section ini wajib dikuasai karena kegagalan membaca diagram sering menyebabkan salah interpretasi isolasi.
Teknisi tidak hanya harus tahu “valve ada di mana”, tetapi harus memahami:
- Jalur energi fluida
- Titik isolasi aktual
- Titik proteksi dan verifikasi tekanan
a) Dari P&ID:
Teknisi harus mampu mengidentifikasi:
- Posisi gate valve relatif terhadap upstream pump atau vessel
- Arah aliran normal (flow arrow)
- Keberadaan bypass line (jika ada)
- Letak vent & drain untuk verifikasi nol tekanan
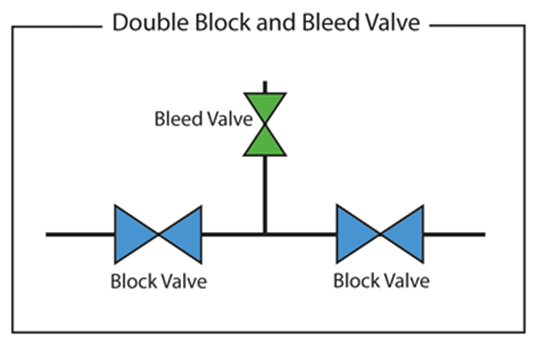
- Apakah tersedia konfigurasi Double Block & Bleed (DBB)
Tujuan teknis: Menentukan isolation boundary yang benar dan memastikan tidak ada jalur tekanan alternatif.
Kesalahan umum: Valve utama ditutup, tetapi bypass kecil tetap terbuka → tekanan tetap masuk ke downstream.
b) Dari mekanisme internal valve:
Gate valve tipe rising stem bekerja dengan:
- Handwheel memutar stem
- Stem menghasilkan gerakan axial
- Wedge ditekan ke seat ring kiri & kanan
- Kontak metal-to-metal menghasilkan sealing
Jika terdapat debris di antara wedge dan seat:
- Kontak tidak penuh
- Terbentuk micro leak path
- Differential pressure mendorong fluida melewati celah tersebut
Teknisi harus memahami bahwa:
Stem mentok ≠ Wedge pasti menekan seat secara sempurna.
Jalur Energi:
Tekanan upstream (8 bar pada kasus ini) → Menekan permukaan seat → Jika sealing gagal → Fluida mencari jalur celah mikro → Tekanan downstream tetap terbaca (1–2 bar)
Artinya, energi fluida masih aktif di sisi downstream walaupun valve “secara visual” sudah tertutup.
Titik Proteksi:
Beberapa titik proteksi yang harus diidentifikasi:
- Pressure transmitter downstream (indikasi residual pressure)
- Vent & drain valve untuk verifikasi nol tekanan
- Double Block & Bleed (jika tersedia) untuk isolasi berlapis
Pemahaman diagram ini memastikan teknisi:
- Tidak hanya mengandalkan posisi handwheel
- Menggunakan data tekanan sebagai bukti isolasi
- Mengetahui jalur energi sebelum membuka flange
Diagram literacy adalah fondasi utama untuk mencegah false isolation dan Loss of Containment.
5️⃣ Background & Failure Scenario
Shutdown parsial unit dilakukan pukul 14:30 untuk persiapan maintenance heat exchanger downstream.
Kondisi operasi sebelum shutdown:
- Tekanan upstream discharge pump: 8 bar
- Temperatur fluida: ±60°C (hydrocarbon ringan)
- Gate valve digunakan sebagai primary isolation
Setelah valve diputar hingga mentok (fully close):
- Tekanan downstream stagnan di 1.5 bar
- Flow indicator menunjukkan low continuous flow
- Tidak ditemukan kebocoran eksternal pada body maupun packing
Saat vent downstream dibuka:
- Tekanan turun mendekati nol
- Setelah vent ditutup kembali, tekanan naik perlahan ke ±1.5 bar
Log operasi menunjukkan:
- Valve terakhir dioperasikan 4 bulan sebelumnya
- Terdapat pekerjaan welding upstream satu minggu sebelumnya
- Tidak dilakukan flushing line setelah pekerjaan hot work
Secara sistem, terdapat indikasi energi fluida masih mengalir melewati isolation valve.
6️⃣ Symptom & Initial Finding
Tujuan section ini adalah memisahkan fakta observasi dari asumsi.
Terlihat:
- Handwheel sudah mentok (fully clockwise)
- Tidak ada kebocoran pada packing
- Tidak ada vibrasi abnormal pada body valve
- Tidak ada indikasi kerusakan eksternal
Terukur:
- Tekanan downstream stabil di 1–2 bar
- Setelah vent dibuka, tekanan turun lalu naik kembali
- Flow indicator tidak menunjukkan nol total
Interpretasi teknis:
Tekanan yang kembali naik setelah vent menunjukkan adanya suplai energi dari upstream. Ini mengindikasikan internal leakage, bukan trapped pressure semata.
Asumsi Operator:
- “Valve sudah tua”
- “Seat sudah aus”
- “Normal kalau ada sedikit tekanan”
⚠ Analisa berbasis data menunjukkan ini bukan trapped pressure, tetapi kemungkinan besar leak path aktif akibat kegagalan sealing.
7️⃣ Possible Causes (Structured Hypothesis)
Pendekatan harus lintas disiplin untuk mencegah kesimpulan prematur.
A. Mechanical
Debris welding slag terjepit pada seat Partikel keras menghalangi kontak penuh wedge–seat.
Wedge tidak center akibat guide wear Distribusi gaya tidak merata → sealing tidak optimal.
Stem thread aus → travel tidak maksimal Stem mentok secara mekanis, tetapi wedge belum sepenuhnya menekan seat.
Seat surface scoring Permukaan sealing tergores → terbentuk micro leakage channel.
B. Process
Differential pressure terlalu tinggi saat closing ΔP 8 bar mendorong partikel ke seat dan mengunci debris.
Thermal expansion Distorsi lokal akibat temperatur dapat mengubah alignment seat.
C. Instrument
Pressure transmitter tidak akurat Bacaan 1–2 bar bisa jadi error (harus diverifikasi dengan gauge lokal).
Impulse line tersumbat Tekanan yang terbaca bisa residual atau tidak representatif.
Walaupun jarang, hipotesis ini harus dieliminasi sebelum membuka valve.
D. Human Error
Valve tidak pernah di-full-open sebelum closing Debris tidak tersapu sebelum wedge menutup.
Tidak dilakukan flushing pasca welding Slag dan partikel tersisa di dalam line.
Menganggap posisi handwheel sebagai bukti isolasi.
Pendekatan hipotesis ini memaksa teknisi:
- Tidak langsung menyalahkan komponen
- Tidak langsung membongkar valve
- Menggunakan data untuk mempersempit penyebab
Troubleshooting yang sistematis mengurangi risiko membuka sistem yang masih bertekanan.
8️⃣ Step-by-Step Investigation Flow
Tujuan bagian ini adalah memastikan investigasi dilakukan berbasis data dan eliminasi hipotesis, bukan asumsi.
1. Data dikumpulkan
- Verifikasi tekanan upstream & downstream dari DCS
- Bandingkan pembacaan pressure transmitter dengan pressure gauge lokal
- Pastikan tidak ada bypass line yang terbuka
- Konfirmasi posisi valve sesuai P&ID
Alasan langkah ini dilakukan pertama: Menghindari pembongkaran valve akibat kesalahan pembacaan instrumen atau salah identifikasi line.
2. Eliminasi hipotesis instrument
- Cross-check transmitter vs gauge manual
- Periksa impulse line kemungkinan tersumbat
- Verifikasi tidak ada pressure trapping akibat valve lain
Jika pembacaan konsisten → indikasi kuat internal leakage.
3. Evaluasi differential pressure
- Hitung ΔP aktual saat valve ditutup
- Jika ΔP tinggi (>5–8 bar), lakukan equalizing perlahan
- Hindari menutup valve saat full differential pressure tanpa kontrol
Tujuan teknis: Mengurangi gaya penjepit partikel pada seat akibat tekanan tinggi.
4. Cycle valve 10–20% open lalu close ulang
- Buka sedikit untuk mencoba melepas debris
- Tutup perlahan kembali
- Monitor pressure decay downstream
Jika pressure turun signifikan → indikasi debris terlepas.
5. Jika masih gagal → rencanakan internal inspection
- Pastikan upstream benar-benar terisolasi
- Lakukan depressurization total
- Verifikasi nol energi sebelum membuka bonnet
Decision Point:
Valve tidak boleh dibongkar sebelum memastikan:
- Tekanan upstream nol atau terisolasi dengan valve kedua
- Tidak ada backflow dari jalur lain
- Vent menunjukkan tidak ada pressure recovery
Kesalahan pada tahap ini dapat menyebabkan release bertekanan saat bonnet dibuka.
9️⃣ Root Cause & Contributing Factor
Root Physical Mechanism:
Partikel slag hasil welding terjepit di antara wedge dan seat ring → kontak sealing tidak penuh → terbentuk micro leak path.
Load/Stress Condition:
Differential pressure 8 bar menekan partikel tersebut ke seat → partikel terkunci dan sulit terlepas.
Tekanan ini menciptakan gaya radial pada seat surface dan mempertahankan celah kebocoran.
Operational Trigger:
Valve ditutup tanpa flushing line setelah pekerjaan welding upstream.
Tidak ada proses pembersihan untuk menghilangkan slag atau debris.
System Consequence:
- Tekanan downstream tidak pernah nol
- Isolasi dianggap aman padahal masih ada energi fluida
- Risiko pembukaan flange dalam kondisi bertekanan
- Potensi hydrocarbon release
Contributing Factor:
- Tidak ada prosedur flushing pasca hot work
- Tidak ada verification procedure berbasis pressure decay
- Valve jarang di-cycle (4 bulan tidak dioperasikan)
Root cause bersifat mekanis, tetapi penyebab sistemik adalah kelemahan prosedural.
🔟 Reference to Standard & Gap Analysis
Menurut ASME B31.3:
- Sistem harus aman sebelum maintenance
- Isolasi harus diverifikasi bebas tekanan
- Pressure boundary tidak boleh dibuka sebelum energi dikendalikan
Menurut API 598:
- Valve harus memenuhi kriteria kebocoran internal saat pengujian
- Internal leakage tidak boleh melebihi batas yang ditentukan untuk kelas tertentu
Dalam kondisi operasi normal, valve mungkin masih dianggap “operable”, tetapi untuk fungsi isolasi maintenance, internal leakage sekecil apa pun menjadi risiko.
Gap:
- Tidak ada flushing line setelah pekerjaan welding
- Tidak ada prosedur isolation verification berbasis pressure decay test
- Tidak ada pencatatan ΔP valve saat shutdown
- Valve isolation critical tidak diklasifikasikan sebagai high-risk isolation point
Gap ini menunjukkan bahwa kegagalan bukan hanya pada komponen, tetapi pada sistem manajemen isolasi dan reliability.
1️⃣1️⃣ Corrective & Preventive Action
Immediate Action
- Buka vent downstream hingga tekanan benar-benar nol dan pastikan tidak ada pressure recovery setelah vent ditutup.
- Lakukan equalize pressure (bila konfigurasi memungkinkan) untuk menurunkan ΔP melintasi seat sebelum re-closing.
- Cycle valve perlahan (open 10–20% lalu close) sambil memonitor tekanan downstream dan flow indicator.
Tujuan: mengurangi gaya penjepit debris dan mencoba melepas partikel tanpa pembongkaran.
Permanent Fix
Lakukan internal inspection dengan membuka bonnet setelah upstream dipastikan aman:
- Inspeksi seat ring dan wedge untuk indikasi dent/score.
- Bersihkan debris dan residu.
Jika seat surface tergores:
- Lapping ringan untuk memperbaiki kontak sealing.
- Machining ringan bila kerusakan melebihi toleransi dan sesuai prosedur site.
Tujuan: mengembalikan integritas sealing tanpa memindahkan risiko ke operasi.
System Improvement
Tambahkan prosedur flushing pasca welding/hot work sebelum line kembali ke service.
Tambahkan isolation verification checklist pada permit:
- Pressure check upstream/downstream
- Vent/drain verification
- Konfirmasi tidak ada bypass path
Klasifikasikan valve tertentu sebagai critical isolation valve (berdasarkan service hydrocarbon dan konsekuensi LoC).
Terapkan praktik operasi: hindari closing gate valve pada ΔP ekstrem bila ada opsi equalizing.
Tujuan: menutup celah sistemik yang memicu debris-related leakage.
Monitoring Plan
Catat ΔP across valve setiap event shutdown/isolation.
Catat waktu pressure decay downstream setelah closing sebagai indikator sealing.
Jadwalkan inspeksi periodik untuk valve kritis:
- Frekuensi cycling
- Kondisi stem/packing
- Catatan kejadian internal leak
Monitoring ini mengubah respon dari reaktif menjadi berbasis trend.
1️⃣2️⃣ Risk & Safety Reflection
Potensi Bahaya:
- False isolation → hydrocarbon release saat flange dibuka.
- Jet fire jika release bertekanan bertemu ignition source.
- Hot fluid exposure (thermal burn) saat membuka boundary.
- Secondary hazard: slip/trip saat upaya venting/draining.
Eskalasi Risiko:
Internal leak (micro leak path) → tekanan downstream tidak nol → pekerjaan dilakukan karena asumsi “sudah isolasi” → flange dibuka → release bertekanan (spray) → terbentuk awan uap / jet → ignition → fire / escalation ke peralatan sekitar
Kegagalan kecil pada sealing dapat bereskalasi menjadi insiden besar jika verifikasi isolasi diabaikan.
Permit yang Wajib:
- Isolation verification (bukti nol energi: gauge + vent/drain)
- Gas test untuk service hydrocarbon sebelum membuka boundary
- Double Block & Bleed jika tersedia (atau isolasi berlapis sesuai prosedur site)
Catatan: “handwheel mentok” tidak boleh menjadi dasar permit.
1️⃣3️⃣ Data Interpretation & Trend Awareness
Parameter yang harus dipantau:
- Pressure drop across valve (ΔP) saat isolasi dilakukan.
- Waktu penurunan tekanan downstream setelah valve ditutup (pressure decay time).
- Frekuensi cycling valve (jarang cycling → risiko seat fouling meningkat).
- Jumlah kejadian venting yang menunjukkan pressure recovery (indikasi leak path aktif).
Early warning indicator:
- Waktu pressure decay semakin lama dari baseline.
- Valve terasa lebih berat saat dioperasikan (indikasi debris/seat distress).
- Muncul noise saat ada flow melewati gate valve (indikasi throttling tak sengaja akibat leak).
- Tren kejadian leak internal meningkat setelah periode pekerjaan hot work.
Pemahaman trend ini memungkinkan tindakan pencegahan (flushing, cycling, inspeksi) sebelum kejadian false isolation terulang.
1️⃣4️⃣ Competency Mapping
Skill Area: Manual Valve Troubleshooting – Isolation Verification – System Interaction
Level Saat Ini: W (Working – mengikuti instruksi dan checklist dasar)
Karakteristik level W pada topik ini:
- Mengikuti prosedur isolasi tanpa banyak analisa
- Mengandalkan posisi valve sebagai indikator utama
- Belum konsisten menggunakan data tekanan sebagai bukti
Target Setelah Artikel: Menuju I (Independent – mampu menganalisa dan mengambil keputusan awal tanpa asumsi)
Karakteristik level I:
- Mampu membedakan trapped pressure vs internal leakage
- Mampu membaca P&ID untuk memastikan isolation boundary
- Mampu menolak pembukaan flange jika data tekanan tidak valid
- Berpikir lintas disiplin (Mechanical–Process–Instrument)
Outcome: teknisi tidak hanya “menutup valve”, tetapi memastikan isolasi benar-benar aman secara sistemik.
1️⃣5️⃣ Discussion Question (Toolbox Use)
- Mengapa tekanan 1 bar tetap berbahaya saat membuka flange, terutama pada service hydrocarbon?
- Bagaimana membedakan antara internal leakage pada gate valve dan backflow dari jalur bypass yang tidak teridentifikasi?
- Jika valve gagal full close saat unit masih running, bagaimana dampaknya terhadap control loop downstream (pressure/flow control)?
Pertanyaan ini bertujuan melatih:
- Analisa berbasis energi fluida
- Verifikasi jalur sistem
- Pemahaman interaksi Mechanical–Process–Instrument
1️⃣6️⃣ Key Takeaway (Max 7 Bullet)
- Gate valve tidak full close sering disebabkan debris pada seat akibat tidak adanya flushing.
- Handwheel mentok bukan bukti isolasi aman.
- Differential pressure memperparah terbentuknya micro leak path.
- Verifikasi isolasi harus berbasis pressure check dan vent test.
- Internal leak kecil dapat bereskalasi menjadi risiko fire saat maintenance.
- Troubleshooting harus dilakukan dengan eliminasi hipotesis lintas disiplin.
- Reliability isolasi adalah bagian dari sistem keselamatan, bukan sekadar fungsi mekanis valve.
Catatan Penyusunan Artikel ini merupakan bagian dari serial peningkatan kompetensi yang dirancang untuk diikuti secara berurutan guna membangun pemahaman sistematis dan bertahap. Meskipun demikian, setiap artikel tetap dapat dibaca secara terpisah sebagai referensi mandiri sesuai kebutuhan pembaca. Materi disusun berdasarkan berbagai sumber pustaka teknis, praktik lapangan industri, serta dukungan alat bantu penulisan. Pembaca disarankan melakukan verifikasi lanjutan dan penyesuaian teknis sesuai dengan standar perusahaan, kondisi aktual peralatan, serta regulasi keselamatan yang berlaku.