- Published on
Gasket & Bolt Preparation – Menghindari Rework Saat TAR
- Authors
📘 ARTIKEL 29: Gasket & Bolt Preparation – Menghindari Rework Saat TAR
- 📘 ARTIKEL 29: Gasket & Bolt Preparation – Menghindari Rework Saat TAR
- 1️⃣ Informasi Umum
- 2️⃣ Learning Objective (Measurable & Skill-Based)
- 3️⃣ System Context & Criticality
- 4️⃣ Diagram Literacy Section (WAJIB)
- 5️⃣ Background & Failure Scenario
- 6️⃣ Symptom & Initial Finding
- 7️⃣ Possible Causes (Structured Hypothesis)
- 8️⃣ Step-by-Step Investigation Flow
- 9️⃣ Root Cause & Contributing Factor
- 🔟 Reference to Standard & Gap Analysis
- 1️⃣1️⃣ Corrective & Preventive Action
- 1️⃣2️⃣ Risk & Safety Reflection
- 1️⃣3️⃣ Data Interpretation & Trend Awareness
- 1️⃣4️⃣ Competency Mapping
- 1️⃣5️⃣ Discussion Question (Toolbox Use)
- 1️⃣6️⃣ Key Takeaway
1️⃣ Informasi Umum
Judul Artikel: Gasket & Bolt Preparation – Kontrol Preload dan Pressure Boundary Integrity Saat Shutdown
Disiplin: Mechanical (Interaksi: Process – Safety – Inspection)
Level: Junior (A → W)
Kategori: Preventive / Reliability / Safety
Equipment / System Terkait:
- Flange Joint – Piping Hydrocarbon Service
- Heat Exchanger Nozzle
- Pump Suction/Discharge Flange
Referensi Standar (Awareness Level):
- ASME B31.3 – Process Piping
- ASME Section VIII – Pressure Boundary Integrity
Artikel ini fokus pada fase krusial saat shutdown: pemasangan ulang flange joint. Walaupun terlihat sederhana, gasket dan bolt adalah elemen utama yang menentukan apakah sistem tetap tertutup (pressure containment) atau mengalami kebocoran saat startup.
Pada level Junior, kompetensi yang dibangun adalah kemampuan melakukan verifikasi spesifikasi dan kondisi fisik sebelum instalasi, bukan sekadar memasang dan mengencangkan.
2️⃣ Learning Objective (Measurable & Skill-Based)
Setelah membaca artikel ini, teknisi mampu:
LO1 – Mengidentifikasi jenis gasket dan material sesuai tekanan, temperatur, dan fluida proses. Termasuk membedakan spiral wound gasket, RTJ gasket, dan non-metallic gasket sesuai flange type dan service condition.
LO2 – Memverifikasi bolt length, grade, dan kondisi ulir sebelum instalasi. Mampu memastikan minimum thread engagement, membaca marking bolt grade, dan memeriksa kerusakan ulir.
LO3 – Mengidentifikasi potensi Loss of Containment akibat kesalahan preload dan mismatch flange rating. Mampu menjelaskan hubungan antara torque, bolt tensile stress, clamping force, dan gasket seating stress.
⚠ LO3 memastikan bahwa teknisi memahami dampak langsung kesalahan instalasi terhadap keselamatan proses dan risiko kebakaran.
3️⃣ System Context & Criticality
Flange joint merupakan bagian dari pressure containment system.
Urutan sistem saat shutdown:
Shutdown → Flange dibuka → Gasket lama dilepas → Permukaan flange dibersihkan → Gasket baru dipasang → Bolt dipasang → Torque sequence dilakukan → Commissioning → Pressure ramp-up
Jika gasket & bolt tidak sesuai, kegagalan terjadi melalui mekanisme berikut:
Preload tidak cukup → Gasket seating stress tidak tercapai → Jalur bocor terbentuk di antara flange face
Bolt overstress (yielding) → Bolt kehilangan elastisitas → Clamp load turun setelah thermal expansion
Blow-out saat pressure naik → Tekanan internal melebihi sealing capacity → Jet leak terbentuk
Interaksi Sistem
- Mechanical assembly ↔ Process pressure ramp-up
- Mechanical torque ↔ Inspection hold point
- Mechanical integrity ↔ Fire & gas detection system
- Flange leak ↔ ESD logic (jika terdeteksi gas)
Kegagalan satu flange pada line hydrocarbon dapat menyebabkan:
- Hydrocarbon leak
- Jet fire
- Escalation ke equipment sekitar
- Emergency shutdown unit
Artinya, gasket dan bolt bukan komponen kecil — mereka adalah bagian dari barrier keselamatan proses.
Pada level Junior, pemahaman ini penting agar pekerjaan torque tidak dianggap sebagai pekerjaan rutin, melainkan sebagai kontrol kritikal terhadap Loss of Containment.
4️⃣ Diagram Literacy Section (WAJIB)
Kemampuan membaca diagram pada pekerjaan flange bukan hanya untuk mengetahui ukuran, tetapi untuk memastikan kesesuaian rating, tipe flange, dan mekanisme preload sebelum instalasi.
Checklist material tanpa verifikasi diagram = risiko mismatch pressure boundary.
A. Flange Rating & Identification di P&ID


Teknisi harus mampu mengidentifikasi dari P&ID dan marking fisik:
Flange Class (150#, 300#, 600#, dst.)
- Menentukan batas pressure–temperature allowable.
- Class 300 memiliki allowable pressure lebih tinggi dibanding Class 150 pada temperatur sama.
Flange Type
- RF (Raised Face)
- RTJ (Ring Type Joint)
- FF (Flat Face)
Hubungan Rating dengan Service Condition
- Tekanan design line
- Temperatur operasi
- Jenis fluida (hydrocarbon, steam, water)
Mekanisme Risiko Jika Salah Identifikasi
Root physical mechanism: Gasket dipasang tidak sesuai flange type (misalnya spiral wound untuk RTJ tanpa ring sesuai).
Load/stress condition: Seating area tidak optimal → distribusi tekanan tidak merata.
Operational trigger: Pressure ramp-up saat startup.
System consequence: Leak pada flange → potensi hydrocarbon release.
⚠ Pre-TAR checklist harus mencantumkan: flange class, gasket type, dan service condition sebelum material diambil dari warehouse.
B. Cross-Section Flange – Gasket – Bolt & Preload Mechanism

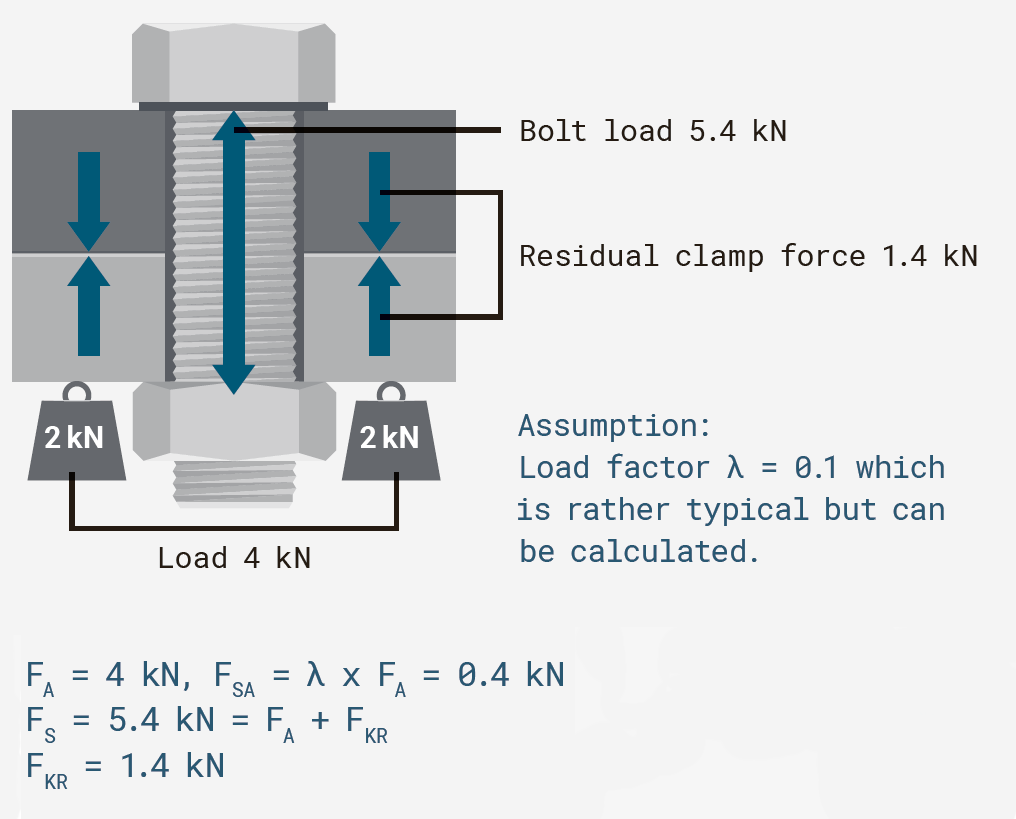
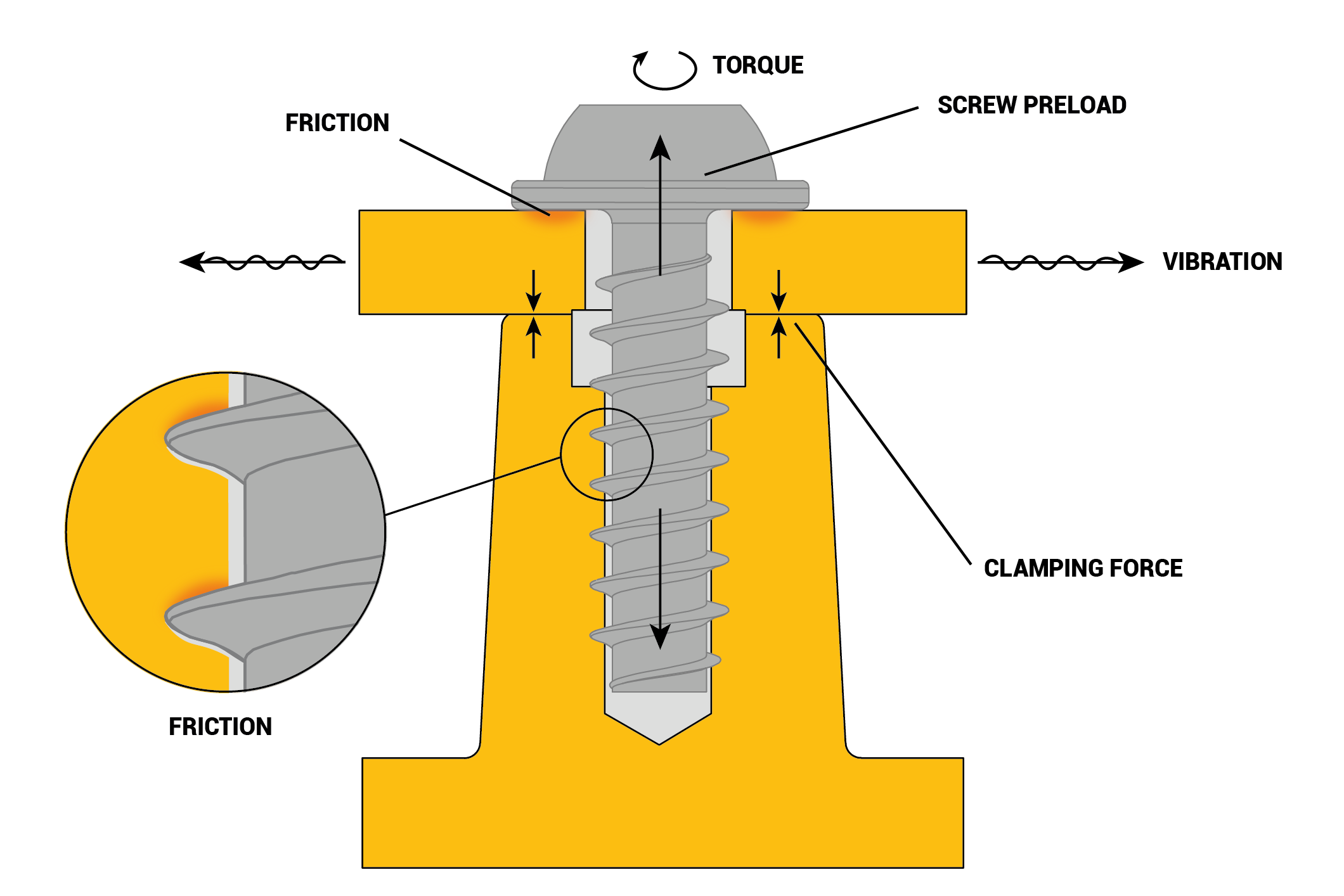
Teknisi wajib memahami mekanisme fisik berikut:
Bolt Torque → Tensile Stress di Bolt Saat bolt dikencangkan, bolt mengalami elongasi elastis.
Tensile Stress → Clamping Force Elongasi bolt menghasilkan gaya jepit antara dua flange.
Clamping Force → Gasket Seating Stress Gaya jepit menekan gasket sehingga menutup celah mikro antara permukaan flange.
Jika Bolt Terlalu Pendek
- Thread engagement tidak penuh.
- Area geser ulir berkurang.
- Preload tidak stabil.
- Clamp load turun saat thermal expansion.
Root mechanism: Bolt kehilangan kemampuan mempertahankan tensile stress.
Load condition: Pressure internal + thermal expansion.
Trigger: Startup setelah shutdown.
Consequence: Leak atau bahkan gasket blow-out.
Kesimpulan Bab 4:
Teknisi Junior harus memahami bahwa torque bukan sekadar angka di torque wrench. Ia adalah metode untuk menghasilkan seating stress yang menjaga integritas pressure boundary.
Kesalahan membaca flange rating atau mekanisme preload akan muncul saat pressure naik — bukan saat flange masih dingin dan tanpa beban.
5️⃣ Background & Failure Scenario
Shutdown dilakukan pada line discharge pompa hydrocarbon utama (Flange Class 300, service 18 barg, temperatur operasi 85°C).
Kondisi Saat Shutdown
- Flange dibuka untuk penggantian gasket rutin.
- Gasket yang tersedia di warehouse tidak diverifikasi ulang terhadap class flange.
- Bolt yang digunakan panjangnya lebih pendek ±15 mm dari standar (thread engagement kurang).
- Torque dilakukan menggunakan torque wrench, tetapi tanpa verifikasi grade bolt.
Kronologi Startup
- Unit berhasil dirakit kembali.
- Hydrotest statis menunjukkan tidak ada kebocoran.
- Saat startup, pressure dinaikkan bertahap.
- Pada 12 barg, terlihat rembesan kecil.
- Pada 15 barg, leak semakin jelas.
- Unit dihentikan kembali (unplanned downtime 10 jam).
Dampak Sistem
- Produksi tertunda.
- Commissioning tertunda.
- Electrical team menunda energizing equipment downstream.
- Risiko paparan hydrocarbon meningkat.
Kasus ini menunjukkan bahwa kegagalan tidak muncul saat kondisi statis, tetapi saat sistem menerima beban aktual.
6️⃣ Symptom & Initial Finding
Apa yang Terlihat (Visual)
- Leak muncul pada sisi flange saat pressure ramp-up.
- Tidak ada deformasi flange terlihat.
- Tidak ada retak pada flange face.
Apa yang Terukur (Data)
- Pressure naik normal sesuai ramp procedure.
- Vibrasi pompa dalam batas normal.
- Leak rate meningkat seiring kenaikan tekanan.
Apa yang Diasumsikan Operator
- Gasket cacat produksi.
- Torque kurang saat pemasangan.
- Permukaan flange tidak rata.
⚠ Asumsi ini belum tentu benar.
Investigasi harus mengacu pada mekanisme fisik:
Apakah seating stress benar-benar tercapai? Apakah clamp load bertahan saat thermal expansion? Apakah thread engagement cukup untuk menahan beban?
Tanpa menjawab pertanyaan ini, kesimpulan akan bias.
7️⃣ Possible Causes (Structured Hypothesis)
Hipotesis disusun lintas aspek agar investigasi tidak terfokus pada satu faktor saja.
A. Mechanical
- Gasket material tidak sesuai service temperature.
- Gasket tidak kompatibel dengan flange type (RF vs RTJ).
- Bolt length tidak memenuhi minimum thread engagement.
- Bolt grade tidak sesuai tensile requirement.
- Torque sequence tidak merata (tidak mengikuti star pattern).
Potensi mekanisme: Clamp load tidak merata → gasket seating stress tidak homogen → jalur bocor terbentuk.
B. Instrument
- Pressure gauge tidak terkalibrasi sehingga pembacaan awal tidak akurat.
- Tidak ada torque record terdokumentasi.
- Tidak ada monitoring pressure ramp vs onset leak.
Risiko sistem: Leak muncul sebelum pressure gauge menunjukkan nilai aktual maksimum.
C. Human
- Salah identifikasi flange class saat mengambil gasket.
- Tidak membaca marking flange secara fisik.
- Menganggap semua gasket “mirip” secara visual.
- Tidak menghitung ulang panjang bolt efektif.
D. System
- Tidak ada pre-verification material list sebelum instalasi.
- Tidak ada hold point inspection sebelum final torque.
- Warehouse labeling tidak jelas.
- Tidak ada checklist flange closing khusus untuk line hydrocarbon.
Tujuan Bab 7:
Memastikan seluruh kemungkinan penyebab dipetakan secara sistematis sebelum menentukan akar masalah pada bab berikutnya.
Pendekatan lintas disiplin ini mencegah simplifikasi seperti: “Gasket jelek” atau “teknisi salah kencang”.
8️⃣ Step-by-Step Investigation Flow
Investigasi dilakukan secara sistematis untuk memastikan mekanisme kegagalan benar-benar dipahami, bukan ditebak.
1️⃣ Verifikasi Flange Class & Service Condition
- Cocokkan P&ID dengan marking fisik flange.
- Konfirmasi class (300#), design pressure, dan temperatur operasi.
- Pastikan tipe flange (RF/RTJ) sesuai dengan gasket yang digunakan.
Decision Point: Jika gasket tidak sesuai flange type atau rating, investigasi langsung mengarah pada mismatch material.
2️⃣ Periksa Gasket Specification
- Material (graphite, spiral wound, RTJ ring, dll.).
- Pressure rating vs design pressure.
- Dimensi OD/ID sesuai flange face.
- Kondisi fisik (tidak deform, tidak rusak saat handling).
Tujuan tahap ini: Menentukan apakah gasket mampu menghasilkan seating stress sesuai requirement sistem.
3️⃣ Periksa Bolt
- Panjang efektif (ukur thread engagement aktual).
- Grade marking (misal B7, B8, dll.).
- Kondisi ulir (tidak aus, tidak deform).
- Lubrication condition sebelum torque.
Jika thread engagement < standar minimum → potensi clamp load tidak stabil.
4️⃣ Evaluasi Torque & Sequence
- Apakah menggunakan star pattern?
- Apakah dilakukan multi-pass tightening?
- Apakah torque mencapai target value sesuai bolt grade?
Verifikasi apakah torque menghasilkan elongasi elastis bolt, bukan mendekati yield.
5️⃣ Konfirmasi Root Cause
Data menunjukkan:
- Bolt length tidak memenuhi minimum engagement.
- Gasket rating borderline terhadap pressure operasi.
- Tidak ada material verification checklist sebelum instalasi.
Maka konfirmasi bahwa seating stress gagal tercapai akibat kombinasi mismatch gasket dan bolt engagement.
Decision Point Utama: Verifikasi spesifikasi sebelum instalasi jauh lebih murah dan aman dibanding memperbaiki leak saat startup.
9️⃣ Root Cause & Contributing Factor
Root Physical Mechanism
Bolt tidak mencapai preload design → Gasket seating stress rendah → Pressure internal melebihi kapasitas sealing → Leak terbentuk pada area kontak mikro flange.
Load / Stress Condition
- Pressure ramp-up hingga 18 barg.
- Thermal expansion menyebabkan relaksasi clamp load.
- Bolt pendek mengalami penurunan elastisitas efektif.
Operational Trigger
Startup dengan kenaikan tekanan bertahap setelah shutdown.
Hydrotest statis tidak menunjukkan leak karena:
- Temperatur masih rendah.
- Thermal expansion belum terjadi.
- Clamp load belum mengalami relaksasi.
System Consequence
- Hydrocarbon leak.
- Potensi jet fire.
- Unplanned shutdown.
- Paparan risiko pada personel.
Root Cause Teknis
Mismatch gasket rating dan bolt engagement terhadap flange class 300.
Contributing Factor
- Tidak ada material pre-verification checklist.
- Tidak ada inspection hold point sebelum torque final.
- Tidak ada dokumentasi torque record.
- Ketergantungan pada asumsi visual tanpa verifikasi marking.
Masalah utama berada pada kegagalan sistem kontrol material dan verifikasi teknis.
🔟 Reference to Standard & Gap Analysis
Menurut ASME B31.3
- Pressure boundary harus mampu menahan tekanan design pada temperatur operasi.
- Material gasket dan bolting harus sesuai specification class.
- Integritas sambungan baut merupakan bagian dari sistem keselamatan tekanan.
Apa yang Seharusnya (Best Practice)
- Verifikasi flange class terhadap P&ID sebelum instalasi.
- Minimum thread engagement diverifikasi secara fisik.
- Bolt grade dikonfirmasi melalui marking.
- Torque didokumentasikan dan ditandatangani.
- Hold point inspection sebelum pressure test.
Gap yang Terjadi
- Tidak ada verifikasi tertulis sebelum instalasi.
- Tidak ada pengecekan minimum thread engagement.
- Tidak ada torque documentation record.
- Tidak ada cross-check antara warehouse dan mechanical team.
Kesimpulan Bab 10:
Standar industri sudah jelas mengenai kewajiban menjaga pressure boundary. Kegagalan terjadi karena disiplin verifikasi tidak dijalankan secara sistematis.
1️⃣1️⃣ Corrective & Preventive Action
Perbaikan tidak boleh berhenti pada “ganti gasket dan kencangkan ulang”. Harus ada kontrol sistem agar kejadian tidak berulang.
Immediate Action (Jangka Pendek)
- Depressurize dan isolasi line sesuai prosedur.
- Buka kembali flange dan lakukan inspeksi permukaan flange face.
- Ganti gasket dengan tipe dan rating sesuai flange class 300.
- Ganti bolt dengan panjang dan grade yang benar (verifikasi marking).
- Lakukan torque ulang menggunakan multi-pass dan star pattern.
Tujuan: mengembalikan integritas pressure boundary sebelum startup ulang.
Permanent Fix (Teknis Berkelanjutan)
- Terapkan aturan minimum thread engagement (≥ 1x diameter bolt awareness).
- Standarisasi gasket tagging berdasarkan class dan service.
- Wajibkan verifikasi marking flange dan bolt sebelum instalasi.
- Gunakan torque sheet yang harus ditandatangani supervisor.
Tujuan: mengurangi ketergantungan pada ingatan atau asumsi teknisi.
System Improvement (Lintas Disiplin)
- Implement material verification checklist sebelum flange closing.
- Tambahkan inspection hold point sebelum pressure test atau startup.
- Sinkronisasi warehouse labeling dengan datasheet teknis.
- Integrasikan histori flange leak ke reliability review.
Tujuan: membangun barrier sistem terhadap Loss of Containment.
Monitoring Plan
Parameter yang dipantau:
- Jumlah leak saat startup per shutdown cycle.
- Frekuensi retorque dalam 24 jam pertama operasi.
- Audit torque record completeness.
- Jumlah flange rework per TAR.
Jika angka tidak turun → sistem verifikasi belum efektif.
1️⃣2️⃣ Risk & Safety Reflection
Flange joint adalah barrier antara fluida bertekanan dan atmosfer.
Kegagalan kecil dapat berkembang menjadi major accident.
Potensi Bahaya
1️⃣ Gasket Blow-Out → Jet Fire Root mechanism: clamp load turun di bawah sealing threshold. Trigger: pressure ramp-up + thermal expansion. Consequence: semburan fluida mudah terbakar.
2️⃣ Hydrocarbon Vapor Release → Explosion Risk Jika gas terkumpul dan ada ignition source.
3️⃣ Bolt Failure → Projectile Hazard Jika bolt mengalami overstress atau shear.
4️⃣ Escalation Effect Leak kecil di flange pompa → api menjalar ke motor → kerusakan electrical panel.
Permit & Kontrol Keselamatan
- Pressure release verification sebelum opening.
- Gas test sebelum dan selama pekerjaan.
- Hot Work Permit (jika ada grinding).
- Barricade area saat pressure ramp-up.
Kesalahan gasket dan bolt bukan sekadar rework, tetapi risiko terhadap keselamatan proses dan personel.
1️⃣3️⃣ Data Interpretation & Trend Awareness
Leak flange jarang muncul saat hydrotest statis, tetapi sering muncul saat startup.
Mengapa?
Karena kondisi nyata melibatkan:
- Thermal expansion.
- Pressure fluctuation.
- Clamp load relaxation.
Parameter yang Harus Dipantau
- Leak history pada flange tertentu.
- Frekuensi retorque setelah startup.
- Thermal cycling frequency.
- Startup pressure ramp duration.
Mekanisme Degradasi Berulang
Jika flange yang sama sering leak:
Root mechanism: seating surface mungkin tidak rata atau bolt relaxation tinggi. Load condition: cyclic pressure. Trigger: setiap startup. Consequence: rework berulang.
Early Warning Indicator
- Recurrent leak pada flange yang sama.
- Torque relaxation dalam 24 jam pertama operasi.
- Retorque requirement lebih dari satu kali per startup.
- Leak muncul pada pressure < design pressure.
Jika indikator ini muncul, investigasi lebih dalam diperlukan sebelum shutdown berikutnya.
Kesimpulan Bab 13:
Trend awareness memungkinkan teknisi memasukkan flange tertentu ke dalam scope pre-TAR berikutnya sebelum terjadi kegagalan besar. Pendekatan ini mengubah pekerjaan dari reaktif menjadi reliability-driven.
1️⃣4️⃣ Competency Mapping
Skill Area: Material & Bolting Verification – Pressure Boundary Awareness
| Aspek Kompetensi | Level Saat Ini (A – Assist) | Target Setelah Artikel (W – Working) |
|---|---|---|
| Identifikasi flange class | Mengikuti arahan senior | Mampu membaca marking & P&ID sendiri |
| Verifikasi gasket type | Berdasarkan instruksi | Mampu mencocokkan dengan service condition |
| Cek bolt grade & panjang | Sekadar memasang | Mampu ukur & verifikasi engagement |
| Pemahaman preload | Tahu cara torque | Mampu jelaskan mekanisme seating stress |
Outcome Kompetensi
Setelah artikel ini, teknisi Junior diharapkan:
- Tidak hanya memasang gasket & bolt, tetapi memverifikasi spesifikasinya.
- Memahami hubungan torque–preload–sealing.
- Menyadari bahwa flange joint adalah barrier keselamatan proses.
Transisi A → W terjadi ketika teknisi mampu menolak pemasangan material yang tidak sesuai spesifikasi.
1️⃣5️⃣ Discussion Question (Toolbox Use)
Gunakan pertanyaan ini sebelum pekerjaan flange closing:
- Mengapa leak sering muncul saat startup, bukan saat hydrotest statis?
- Bagaimana hubungan bolt preload dengan gasket seating stress secara mekanis?
- Apa konsekuensi sistem jika satu flange gagal pada line hydrocarbon utama?
- Apakah bolt yang kita gunakan hari ini sudah diverifikasi grade dan panjangnya?
Tujuan diskusi:
- Mengurangi pemasangan berbasis asumsi.
- Meningkatkan awareness pressure boundary integrity.
- Menguatkan kontrol sebelum startup.
1️⃣6️⃣ Key Takeaway
- Flange joint adalah bagian kritikal dari pressure boundary.
- Bolt preload menentukan tercapainya gasket seating stress.
- Gasket harus sesuai pressure–temperature rating dan flange type.
- Minimum thread engagement wajib diverifikasi sebelum torque.
- Leak saat startup sering akibat clamp load relaxation.
- Verifikasi material sebelum instalasi lebih murah daripada rework shutdown.
- Kesalahan kecil pada flange dapat berkembang menjadi Loss of Containment dan major incident.
📌 Penutup Sistemik
Pekerjaan gasket dan bolt bukan pekerjaan rutin. Ia adalah kontrol teknis terhadap energi bertekanan yang berpotensi menimbulkan kebakaran dan ledakan.
Jika verifikasi dilakukan sebelum flange ditutup, maka startup menjadi terkendali. Jika verifikasi diabaikan, kegagalan akan muncul saat tekanan naik — dan sering kali dalam kondisi paling berisiko.
Catatan Penyusunan Artikel ini merupakan bagian dari serial peningkatan kompetensi yang dirancang untuk diikuti secara berurutan guna membangun pemahaman sistematis dan bertahap. Meskipun demikian, setiap artikel tetap dapat dibaca secara terpisah sebagai referensi mandiri sesuai kebutuhan pembaca. Materi disusun berdasarkan berbagai sumber pustaka teknis, praktik lapangan industri, serta dukungan alat bantu penulisan. Pembaca disarankan melakukan verifikasi lanjutan dan penyesuaian teknis sesuai dengan standar perusahaan, kondisi aktual peralatan, serta regulasi keselamatan yang berlaku.