- Published on
Temuan Umum Saat Pre-Shutdown Inspection – Identifikasi Awal Sebelum Unit Dimatikan
- Authors
📘 ARTIKEL 33: Temuan Umum Saat Pre-Shutdown Inspection – Identifikasi Awal Sebelum Unit Dimatikan
- 📘 ARTIKEL 33: Temuan Umum Saat Pre-Shutdown Inspection – Identifikasi Awal Sebelum Unit Dimatikan
- 1️⃣ Informasi Umum
- 2️⃣ Learning Objective (Measurable & Skill-Based)
- 3️⃣ System Context & Criticality
- 4️⃣ Diagram Literacy Section (WAJIB)
- 5️⃣ Background & Failure Scenario
- 6️⃣ Symptom & Initial Finding
- 7️⃣ Possible Causes (Structured Hypothesis)
- 8️⃣ Step-by-Step Investigation Flow
- 9️⃣ Root Cause & Contributing Factor
- 🔟 Reference to Standard & Gap Analysis
- 1️⃣1️⃣ Corrective & Preventive Action
- 1️⃣2️⃣ Risk & Safety Reflection
- 1️⃣3️⃣ Data Interpretation & Trend Awareness
- 1️⃣4️⃣ Competency Mapping
- 1️⃣5️⃣ Discussion Question (Toolbox Use)
- 1️⃣6️⃣ Key Takeaway
1️⃣ Informasi Umum
Judul Artikel Temuan Umum Saat Pre-Shutdown Inspection – Identifikasi Awal Sebelum Unit Dimatikan
Disiplin: Electrical & Instrumentation
Level: Junior
Kategori:
- Troubleshooting
- Preventive
- Reliability
- Safety
- System Interaction
Equipment / System Terkait:
- Motor Control Center (MCC)
- Transformer distribusi
- Field transmitter (PT, FT, TT)
- Control valve & positioner
- Online analyzer system
Referensi Standar (Awareness):
- IEEE (Infrared inspection & electrical maintenance practice)
- IEC (Low voltage switchgear)
- NFPA 70E (Electrical safety)
- API 570 (Piping inspection – untuk impulse line awareness)
2️⃣ Learning Objective (Measurable & Skill-Based)
Setelah membaca artikel ini, teknisi mampu:
- LO1 – Skill teknis terukur: Mengidentifikasi minimal 5 temuan pre-shutdown berbasis data (thermal, response time, visual, leakage).
- LO2 – Skill analisa: Mengklasifikasikan temuan berdasarkan risiko safety vs reliability menggunakan pendekatan sebab–akibat teknis.
- LO3 – Skill sistem & safety: Menentukan prioritas scope shutdown dengan mempertimbangkan interaksi Electrical–Instrumentation–Mechanical serta potensi Loss of Containment atau arc flash.
3️⃣ System Context & Criticality
Pre-shutdown inspection berada pada fase sebelum isolasi energi, namun sudah masuk tahap risk review dan scope finalization. Ini adalah titik kritis sebelum sistem kehilangan energi dan sebelum dilakukan pembongkaran equipment.
Posisi dalam Rantai Sistem
MCC → Motor → Pompa/Compressor → Flow/Pressure → Control Valve → Transmitter → DCS → Interlock/Trip
Setiap temuan kecil di sisi Electrical atau Instrument dapat mempengaruhi stabilitas keseluruhan proses saat startup kembali.
Dampak Jika Tidak Diidentifikasi Lebih Awal
Hotspot MCC Resistansi kontak meningkat → I²R heating → degradasi insulation → potensi arc flash saat energize ulang → downtime dan risiko fatalitas.
Impulse Line Corrosion Thinning dinding tubing → gagal menahan pressure surge saat startup → Loss of Containment → potensi gas release dan ignition.
Valve Response Lambat Friction tinggi → actuator overload → control loop hunting → pressure overshoot → trip interlock.
Analyzer Filter Tersumbat Sample tidak representatif → kualitas produk tidak stabil → potensi reprocessing atau flaring.
Interaksi Lintas Disiplin
- Electrical isolation mempengaruhi instrument power dan kemampuan loop testing.
- Instrument impulse leak mempengaruhi integritas mekanikal (pressure boundary).
- Control valve performance mempengaruhi stabilitas proses saat startup.
- Semua berujung pada reliability unit dan keselamatan operasi.
Pre-shutdown inspection bukan sekadar “cek visual sebelum shutdown”, tetapi merupakan barrier teknis terakhir sebelum startup berikutnya.
Jika tahap ini lemah, maka:
- Shutdown menjadi reaktif
- Startup menjadi tidak stabil
- Risiko keselamatan meningkat secara signifikan
👉 Pemahaman konteks sistem ini adalah fondasi sebelum masuk ke pembacaan diagram dan analisa teknis pada section berikutnya.
4️⃣ Diagram Literacy Section (WAJIB)
Pre-shutdown inspection tidak boleh dilakukan tanpa referensi diagram. Teknisi junior wajib mampu membaca jalur energi, jalur sinyal, dan batas tekanan sebelum menentukan prioritas pekerjaan.
A. Single Line Diagram – Jalur Energi MCC



Pada SLD, teknisi harus mampu menunjukkan:
- Incoming breaker dari transformer
- Busbar section
- Outgoing feeder menuju motor
- Titik proteksi (ACB/MCCB/overload relay)
- Titik isolasi LOTO sebelum shutdown
Mekanisme Teknis yang Harus Dipahami
Loose termination pada outgoing feeder:
Micro-gap lug → resistansi kontak naik → I²R heating → hotspot 90–100°C → oksidasi terminal → resistansi makin naik (thermal runaway).
Saat operasi stabil, sistem masih berjalan karena arus steady. Namun saat startup:
- Inrush current motor bisa 5–7x nominal
- Kenaikan arus mempercepat heating
- Insulation breakdown → short circuit → arc flash event
System Impact: Trip MCC → pompa berhenti → pressure drop → interlock aktif → unit shutdown.
Safety Impact: Arc flash saat energize ulang setelah shutdown.
Pre-shutdown inspection bertujuan menemukan hotspot ini sebelum inrush startup terjadi.
B. Loop Diagram – Jalur Signal & Power Instrument
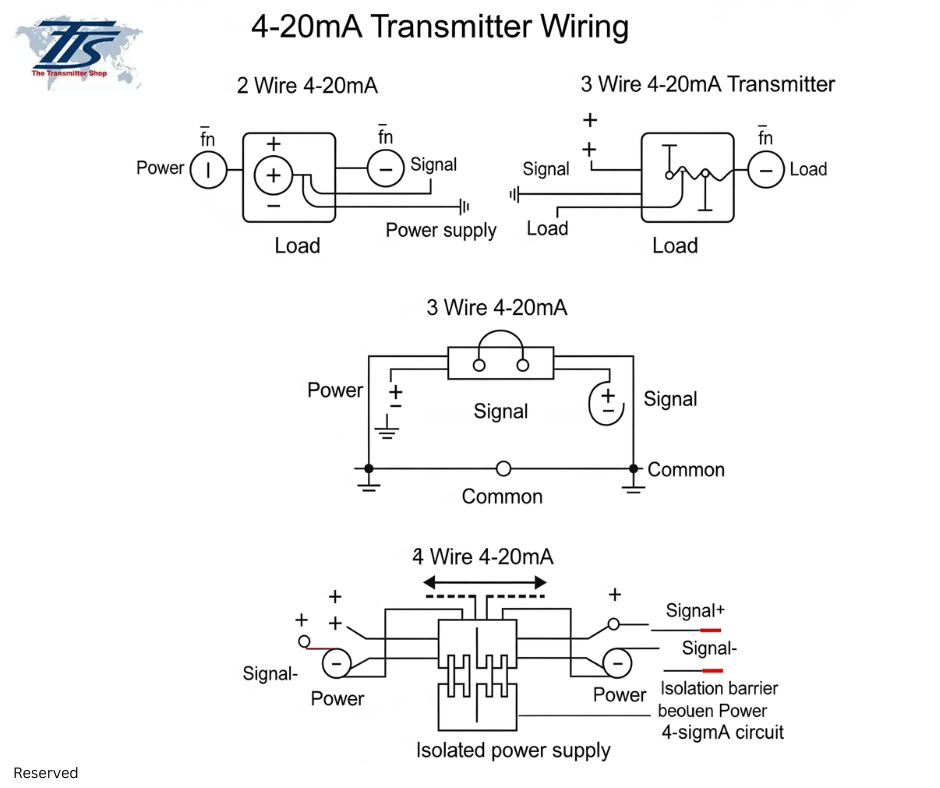



Teknisi wajib mampu mengidentifikasi:
- Power supply 24VDC
- Terminal marshalling
- Jalur signal 4–20 mA
- Fuse proteksi
- Grounding reference
Mekanisme Teknis yang Harus Dipahami
Impulse corrosion atau partial blockage:
Tekanan aktual tidak stabil → transmitter membaca fluktuasi → sinyal 4–20 mA noise → controller over-correct → valve hunting.
Saat startup:
- Proses belum stabil
- Control valve bekerja agresif
- Jika stroking time lambat + sinyal tidak stabil → oscillation → high pressure spike → trip interlock.
System Impact: Control loop tidak stabil → startup delay 2–4 jam.
Safety Impact: Pressure overshoot → relief valve lifting → flaring atau potensi overpressure.
Pre-shutdown inspection harus memverifikasi kondisi impulse line dan response time valve sebelum shutdown.
C. P&ID – Titik Isolasi & Drain/Vent
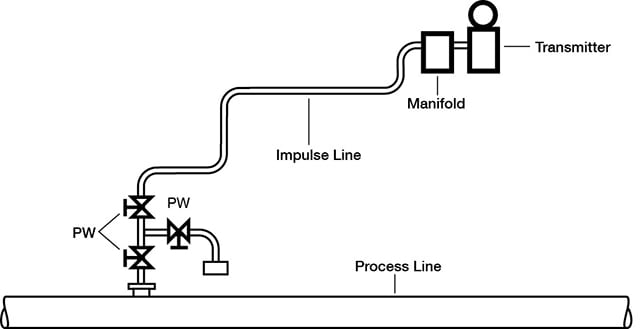

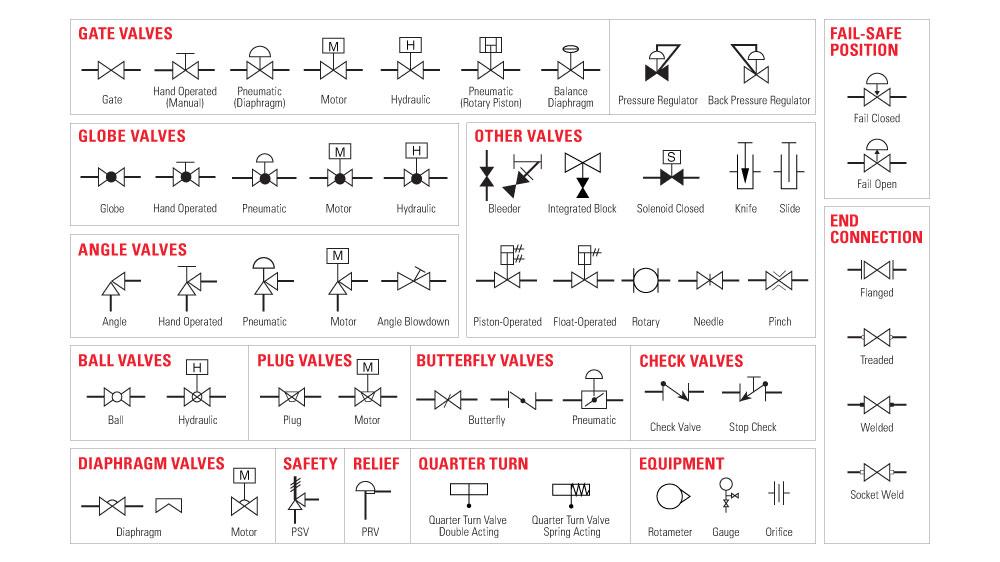

Pada P&ID, teknisi harus mampu menunjukkan:
- Root valve impulse
- Drain & vent
- Bypass control valve
- Sample take-off analyzer
- Pressure boundary system
Mekanisme Teknis yang Harus Dipahami
Impulse line thinning akibat corrosion:
Wall thickness berkurang → stress concentration → saat startup terjadi rapid pressurization → hoop stress meningkat → tubing gagal → gas release.
Startup adalah fase paling kritis karena:
- Pressure ramp-up cepat
- Temperatur berubah
- Vibrasi meningkat
System Impact: Loss of Containment → area shutdown → emergency response.
Safety Impact: Gas release di area classified → potensi ignition.
Penegasan Kompetensi Diagram Literacy
Teknisi junior harus mampu:
- Menentukan titik isolasi energi dari SLD
- Menentukan loop kritis dari Loop Diagram
- Menentukan batas tekanan dan drain dari P&ID
Tanpa kemampuan ini, pre-shutdown inspection hanya menjadi checklist visual tanpa pemahaman sistem.
👉 Diagram literacy adalah fondasi untuk menentukan prioritas shutdown berbasis risiko, bukan asumsi.
5️⃣ Background & Failure Scenario
Dua minggu sebelum shutdown tahunan, tim E&I melakukan pre-shutdown inspection berbasis visual, thermography, dan data trend DCS.
Data Temuan Aktual
MCC Feeder Motor P-210
- Thermography menunjukkan temperatur joint 95°C
- Baseline historis: 60°C
- Arus beban masih dalam range normal (85% FLA)
Pressure Transmitter PT-402
- Ditemukan corrosion pitting pada impulse tubing
- Ada slight weeping leak di compression fitting
- Tidak ada alarm low pressure
Control Valve CV-210
- Stroke test menunjukkan response time 4.5 detik
- Baseline: 1.8 detik
- Tidak ada alarm di DCS
Online Analyzer
- ΔP filter meningkat 60% dari baseline
- Sample flow turun 40%
Catatan Operasional
- Startup shutdown sebelumnya mengalami control instability selama ±3 jam.
- Tidak ada trip besar, namun terjadi fluktuasi pressure signifikan saat warm-up.
⚠ Semua temuan belum menyebabkan alarm atau trip. Namun seluruhnya adalah early degradation indicator.
6️⃣ Symptom & Initial Finding
Tujuan section ini adalah memisahkan fakta teknis dari asumsi operasional.
🔎 Terlihat (Visual)
- Discoloration pada busbar joint MCC
- Impulse fitting terlihat lembab
- Packing gland control valve terdapat residu cairan
- Analyzer housing terlihat kotor dan filter differential tinggi
📊 Terukur (Data)
- Hotspot +30°C di atas baseline
- Stroke time valve meningkat 200%
- Sample flow turun 40%
- ΔP analyzer meningkat signifikan
💬 Asumsi Operator
- “Unit masih running normal.”
- “Belum ada alarm.”
- “Nanti diperbaiki saat shutdown saja.”
Masalah utama pada tahap ini adalah bias persepsi: Karena belum trip → dianggap belum kritis.
Padahal secara mekanisme fisik:
Hotspot → resistansi meningkat progresif Corrosion → thinning progresif Friction → actuator load meningkat progresif
Semua bersifat akumulatif dan akan muncul saat fase startup, bukan saat steady state.
7️⃣ Possible Causes (Structured Hypothesis)
Analisa harus lintas disiplin, tidak boleh menyederhanakan pada satu penyebab.
A. Electrical
Loose termination
- Torsi tidak sesuai standar
- Vibrasi jangka panjang
Thermal cycling
- Beban fluktuatif
- Ekspansi–kontraksi lug
Insulation aging
- Oksidasi akibat hotspot lama
Root physical mechanism: Contact resistance ↑ → heat generation ↑ → oxidation ↑ → resistance ↑ (self-accelerating failure).
B. Mechanical
Packing wear
- Aging material
- Hardening akibat temperatur
Vibration transmitted dari pump
- Shaft misalignment
- Turbulence flow
Root physical mechanism: Friction coefficient ↑ → actuator torque demand ↑ → response time ↑ → control instability.
C. Instrument
Impulse corrosion
- Moisture ingress
- Chemical attack
Partial blockage
- Scale deposition
Positioner drift
- Aging internal feedback mechanism
Root physical mechanism: Pressure sensing delay → signal lag → controller overcompensate → oscillation saat startup.
D. Human Error
- PM berbasis interval waktu, bukan kondisi
- Tidak ada review trend sebelum shutdown
- Tidak ada threshold eskalasi temuan pre-shutdown
Root system mechanism: Data tersedia → tidak dianalisa → degradasi tidak dikategorikan → menjadi risiko startup.
👉 Section ini melatih teknisi junior untuk:
- Berpikir sebab–akibat teknis
- Mengaitkan gejala kecil dengan mekanisme fisik
- Memahami interaksi Electrical–Mechanical–Instrument
Langkah berikutnya adalah menguji hipotesis ini secara sistematis.
8️⃣ Step-by-Step Investigation Flow
Investigasi pre-shutdown harus sistematis dan berbasis eliminasi, bukan intuisi.
1️⃣ Data Dikumpulkan
Data historis dan aktual dikompilasi:
- Trend temperatur MCC 6 bulan terakhir
- Trend arus motor vs temperatur joint
- Stroke test record CV-210
- Trend pressure fluctuation PT-402
- ΔP analyzer 3 bulan terakhir
Tujuan: memastikan apakah temuan adalah anomali sesaat atau degradasi progresif.
2️⃣ Eliminasi Hipotesis
Electrical
- Jika arus motor stabil tetapi temperatur joint meningkat → indikasi resistansi kontak, bukan overload.
- Jika temperatur naik proporsional dengan arus → kemungkinan beban meningkat.
Mechanical
- Jika supply pressure actuator normal tetapi stroke time lambat → indikasi friction internal, bukan masalah pneumatic supply.
Instrument
- Jika pressure proses stabil tetapi sinyal transmitter fluktuatif → indikasi impulse issue, bukan proses upset.
Langkah eliminasi ini mencegah kesalahan umum: mengganti komponen tanpa memahami mekanisme.
3️⃣ Verifikasi Lapangan (Dilakukan Saat Shutdown)**
- Torque check termination sesuai spesifikasi torsi
- Micro-ohm measurement pada joint
- Thickness measurement impulse line (ultrasonic)
- Manual stroking valve untuk cek friction
- Pemeriksaan filter analyzer secara fisik
Tujuan verifikasi: memastikan hipotesis berbasis data, bukan asumsi visual.
4️⃣ Konfirmasi Root Cause
Hasil verifikasi menunjukkan:
- Resistansi joint meningkat 3x dari baseline
- Impulse line thinning hingga 40% pada satu titik
- Packing valve mengeras dan meningkatkan friction torque
- Filter analyzer hampir tersumbat total
🔎 Decision Point
Prioritas perbaikan ditentukan berdasarkan:
- Potensi safety impact saat startup
- Potensi kegagalan sistem proteksi
- Dampak terhadap stabilitas proses awal
Dalam kasus ini:
- Hotspot MCC dan impulse thinning masuk kategori Safety Critical
- Valve friction dan analyzer filter masuk kategori Reliability Critical
Investigasi sistematis memastikan prioritas shutdown berbasis risiko nyata.
9️⃣ Root Cause & Contributing Factor
Analisa tidak boleh berhenti pada “komponen rusak”. Harus ditelusuri sampai mekanisme fisik dan kondisi operasional.
🔬 Root Physical Mechanism
Electrical Micro-gap pada lug → localized heating → oksidasi → resistansi meningkat → thermal runaway.
Instrument (Impulse Line) Corrosion thinning → pengurangan cross-section → stress concentration → gagal saat pressure surge startup.
Mechanical (Control Valve) Packing aging → friction meningkat → actuator bekerja lebih berat → response delay.
⚙ Load / Stress Condition
- Thermal cycling harian MCC
- Startup inrush current 5–7x nominal
- Rapid pressurization line
- Frequent modulation control valve
▶ Operational Trigger
- Energizing ulang MCC setelah shutdown
- Warm-up line dengan pressure ramp-up cepat
- Loop kontrol mulai aktif dalam kondisi belum stabil
🌐 System Consequence
- Arc flash akibat insulation breakdown
- Loss of Containment dari impulse rupture
- Control instability → pressure spike → trip interlock
- Startup delay & flaring
🧩 Contributing Factor
- Tidak ada program trend-based maintenance
- Tidak ada risk ranking formal untuk temuan pre-shutdown
- Tidak ada meeting review lintas disiplin sebelum shutdown
Root cause adalah kombinasi degradasi fisik + kelemahan sistem manajemen maintenance.
🔟 Reference to Standard & Gap Analysis
📘 Best Practice Industri
- Infrared inspection periodik sesuai panduan IEEE
- Electrical safety dan arc flash awareness sesuai NFPA 70E
- Switchgear maintenance sesuai IEC
- Piping inspection berbasis API 570
- Valve performance monitoring sebagai bagian reliability program
Standar tidak hanya mengatur perbaikan, tetapi juga identifikasi dini degradasi.
⚠ Gap yang Terjadi
- Tidak ada threshold temperatur joint yang memicu eskalasi.
- Tidak ada kewajiban review trend 3–6 bulan sebelum shutdown.
- Tidak ada klasifikasi safety vs reliability pada temuan.
- Tidak ada integrasi data thermography dengan planning shutdown.
Akibat gap ini:
- Degradasi terdeteksi, tetapi tidak diprioritaskan.
- Shutdown menjadi reaktif, bukan preventif.
👉 Bab ini menegaskan bahwa standar industri sudah menyediakan kerangka pencegahan, namun tanpa disiplin implementasi, temuan pre-shutdown tetap menjadi risiko saat startup.
1️⃣1️⃣ Corrective & Preventive Action
Tindakan harus dipisahkan antara perbaikan langsung, perbaikan permanen, dan peningkatan sistem agar tidak berulang pada shutdown berikutnya.
Immediate Action
Dilakukan saat shutdown berlangsung:
- Re-terminate dan torque ulang joint MCC sesuai spesifikasi
- Lakukan micro-ohm test ulang setelah perbaikan
- Ganti section impulse line yang thinning >30%
- Overhaul packing control valve CV-210
- Ganti filter analyzer dan bersihkan housing
Tujuan immediate action: Menghilangkan risiko langsung sebelum unit di-energize kembali.
Permanent Fix
Dilakukan untuk mencegah degradasi berulang:
- Terapkan torque marking dan periodic re-torque pada MCC critical feeder
- Upgrade material impulse tubing (misal SS316 jika environment korosif)
- Implement quarterly valve stroking untuk trending friction
- Tambahkan inspection window pada analyzer housing untuk visual check cepat
Permanent fix berfokus pada mengurangi mekanisme degradasi fisik.
System Improvement
Perbaikan pada level manajemen sistem:
- Wajibkan pre-shutdown trend review meeting lintas disiplin
- Terapkan risk ranking matrix untuk setiap temuan
- Integrasikan data thermography dan valve stroke ke planning shutdown
- Buat threshold eskalasi (misal ΔT >20°C wajib masuk scope)
Tujuan: Mengubah pendekatan dari reactive shutdown menjadi predictive shutdown.
Monitoring Plan
Parameter yang harus dipantau setelah startup:
- Thermal baseline tiap feeder critical
- Stroke time KPI bulanan
- ΔP analyzer trend mingguan
- Jumlah temuan safety critical per shutdown
Monitoring memastikan corrective action efektif dan tidak hanya bersifat sementara.
1️⃣2️⃣ Risk & Safety Reflection
Pre-shutdown inspection memiliki implikasi langsung terhadap keselamatan saat startup.
Potensi Bahaya Terbesar
Arc Flash Hotspot termination → insulation breakdown saat inrush → arc energy tinggi → severe burn/fatality.
Loss of Containment Impulse thinning → rupture saat pressure ramp-up → gas release di area classified.
Unexpected Valve Movement Valve friction tidak diperbaiki → actuator stall → pressure spike → interlock trip.
Permit yang Relevan
- Electrical Isolation & LOTO
- Gas testing sebelum pembukaan impulse
- Hot work permit jika penggantian tubing dengan welding
- SIMOPS coordination saat banyak pekerjaan paralel
Shutdown bukan hanya aktivitas maintenance, tetapi momen risiko tertinggi sebelum startup.
Failure saat startup sering berasal dari degradasi yang diabaikan sebelum shutdown.
1️⃣3️⃣ Data Interpretation & Trend Awareness
Pre-shutdown inspection harus berbasis trend, bukan snapshot.
Parameter Wajib Dipantau
- MCC temperature rise vs load (% FLA)
- Valve stroke time vs bulan
- Noise pressure signal (fluktuasi kecil)
- Analyzer sample flow & ΔP
Early Warning Indicator
- ΔT joint >20°C dari baseline
- Stroke time naik >30%
- Fluktuasi signal meningkat tanpa perubahan proses
- ΔP filter naik progresif 10–15% per bulan
Jika indikator ini dianalisa 2–3 bulan sebelum shutdown, maka:
- Scope bisa direncanakan
- Spare part bisa disiapkan
- Risiko startup bisa ditekan
Pre-shutdown inspection yang didukung trend awareness akan:
- Mengurangi startup delay
- Mengurangi trip awal operasi
- Mengurangi potensi arc flash dan Loss of Containment
Pendekatan ini menggeser budaya maintenance dari “menunggu rusak” menjadi “mencegah kegagalan”.
1️⃣4️⃣ Competency Mapping
Artikel ini dirancang untuk menggeser kompetensi teknisi junior dari sekadar “melihat temuan” menjadi “memahami dampak sistem”.
| Skill Area | Level Saat Ini | Target Setelah Artikel |
|---|---|---|
| Pre-shutdown inspection awareness | W | I |
| Diagram literacy (SLD, Loop, P&ID) | A | W |
| Risk ranking temuan | A | W |
| Cross-discipline reasoning | A | W |
Penjelasan Perubahan Level:
Dari Working (W) ke Independent (I) pada awareness pre-shutdown: Teknisi tidak lagi hanya mengikuti checklist, tetapi mampu mengidentifikasi risiko secara mandiri.
Dari Aware (A) ke Working (W) pada diagram literacy: Teknisi mampu membaca SLD, loop diagram, dan P&ID untuk menentukan prioritas shutdown.
Dari Aware (A) ke Working (W) pada risk ranking: Mampu mengklasifikasikan temuan menjadi safety critical atau reliability critical.
Artikel ini menjadi fondasi sebelum teknisi masuk ke level troubleshooting startup dan advanced shutdown planning.
1️⃣5️⃣ Discussion Question (Toolbox Use)
Gunakan pertanyaan berikut untuk diskusi tim sebelum shutdown:
- Mengapa termination panas lebih berbahaya saat startup dibanding saat operasi steady-state?
- Bagaimana hubungan impulse corrosion dengan potensi Loss of Containment saat pressurizing line?
- Jika waktu shutdown terbatas dan hanya satu item dapat diperbaiki, mana yang harus diprioritaskan dan apa dasar teknisnya?
- Apakah semua temuan visual harus langsung dianggap critical? Bagaimana cara menentukan prioritas berbasis data?
Pertanyaan ini melatih teknisi berpikir sistematis dan berbasis sebab–akibat, bukan berdasarkan persepsi visual saja.
1️⃣6️⃣ Key Takeaway
- Pre-shutdown inspection adalah barrier reliability sebelum startup.
- Hotspot kecil pada MCC dapat berkembang menjadi arc flash saat energize ulang.
- Impulse thinning adalah precursor Loss of Containment saat pressure ramp-up.
- Valve response lambat memicu instabilitas control loop saat startup.
- Trend review wajib dilakukan sebelum shutdown untuk menentukan prioritas.
- Prioritas perbaikan harus berbasis safety & system impact, bukan sekadar tampilan visual.
- Shutdown preparation yang kuat menentukan kestabilan dan keselamatan startup berikutnya.
Catatan Penyusunan Artikel ini merupakan bagian dari serial peningkatan kompetensi yang dirancang untuk diikuti secara berurutan guna membangun pemahaman sistematis dan bertahap. Meskipun demikian, setiap artikel tetap dapat dibaca secara terpisah sebagai referensi mandiri sesuai kebutuhan pembaca. Materi disusun berdasarkan berbagai sumber pustaka teknis, praktik lapangan industri, serta dukungan alat bantu penulisan. Pembaca disarankan melakukan verifikasi lanjutan dan penyesuaian teknis sesuai dengan standar perusahaan, kondisi aktual peralatan, serta regulasi keselamatan yang berlaku.