- Published on
Major Integrated Case - Motor Trip → Valve Malfunction → Plant Upset
- Authors
📘 ARTIKEL 44: Major Integrated Case: Motor Trip → Valve Malfunction → Plant Upset
- 📘 ARTIKEL 44: Major Integrated Case: Motor Trip → Valve Malfunction → Plant Upset
- 1️⃣ Informasi Umum
- 2️⃣ Learning Objective (Measurable & Skill-Based)
- 3️⃣ System Context & Criticality
- 4️⃣ Diagram Literacy Section (WAJIB)
- 5️⃣ Background & Failure Scenario
- 6️⃣ Symptom & Initial Finding
- 7️⃣ Possible Causes (Structured Hypothesis)
- 8️⃣ Step-by-Step Investigation Flow
- 9️⃣ Root Cause & Contributing Factor
- 🔟 Reference to Standard & Gap Analysis
- 1️⃣1️⃣ Corrective & Preventive Action
- 1️⃣2️⃣ Risk & Safety Reflection
- 1️⃣3️⃣ Data Interpretation & Trend Awareness
- 1️⃣4️⃣ Competency Mapping
- 1️⃣5️⃣ Discussion Question (Toolbox Use)
- 1️⃣6️⃣ Key Takeaway
1️⃣ Informasi Umum
1. Judul Artikel
Major Integrated Case: Motor Trip → Valve Malfunction → Plant Upset
Artikel ini merupakan studi kasus terintegrasi lintas disiplin Electrical–Instrumentation–Control yang dirancang untuk melatih pola pikir sistematis dan berbasis data pada teknisi junior.
2. Disiplin
Electrical – Instrumentation – Control (Integrated Case)
Kasus ini tidak dapat diselesaikan dengan pendekatan satu disiplin saja. Analisis harus dilakukan dengan memahami interaksi:
- Sistem tenaga listrik (motor & proteksi)
- Sistem mekanik (pump & suction line)
- Sistem instrumentasi (flow transmitter & valve positioner)
- Sistem kontrol (PID & interlock logic)
3. Level
Junior
Fokus pada:
- Melatih berpikir sistemik
- Menghindari kesimpulan prematur
- Menggunakan data sebagai dasar keputusan
4. Kategori
- Troubleshooting
- System Interaction
- Reliability
Artikel ini dirancang untuk memperkuat kemampuan troubleshooting berbasis root cause dan bukan symptom.
5. Equipment / System Terkait
Kasus ini melibatkan:
- Motor Induksi 3 Phase
- Centrifugal Pump
- Suction Strainer
- Flow Transmitter
- Control Valve
- PLC/DCS
- Protection Relay (Overload)
Semua komponen tersebut membentuk satu rantai sistem proses yang saling bergantung.
6. Referensi Standar
Artikel ini mengacu pada prinsip dan best practice dari:
- IEC 60034 – Rotating Electrical Machines
- IEEE 242 – Protection Coordination
- API 610 – Centrifugal Pump for Petroleum Industry
- ISA S5.1 – Instrumentation Identification
- NFPA 70 – Electrical Safety in Industrial Installation
Standar digunakan bukan sekadar referensi, tetapi sebagai dasar evaluasi gap terhadap praktik aktual.
2️⃣ Learning Objective (Measurable & Skill-Based)
Setelah membaca dan memahami artikel ini, teknisi mampu:
✅ LO1 – Technical Skill
Menelusuri kronologi trip motor menggunakan:
- Data arus (% FLA)
- Trend vibration
- Event log DCS
- Alarm sequence
Teknisi tidak lagi bergantung pada “perasaan” atau asumsi awal.
✅ LO2 – Analytical Skill
Mengeliminasi hipotesis lintas disiplin secara sistematis:
- Electrical
- Mechanical
- Instrument
- Control
- Human/System
Pendekatan ini mencegah bias disiplin (misalnya langsung menyalahkan motor).
✅ LO3 – System & Safety Skill
Menjelaskan:
- Interaksi motor → pump → flow → valve → pressure → interlock
- Risiko jika interlock di-bypass
- Dampak sistemik dari kegagalan kecil
⚠ LO3 memastikan pemahaman sistem & safety, bukan hanya teknis komponen.
3️⃣ System Context & Criticality
🔹 Posisi dalam Sistem
Rantai sistem proses:
Motor → Pump → Flow → Control Valve → Process Pressure → Interlock → Unit Stability
Motor bukan sekadar penggerak. Ia adalah sumber energi mekanik untuk menjaga kestabilan flow.
Jika motor berhenti:
- Flow hilang
- Valve bereaksi ekstrem
- Pressure berubah
- Interlock dapat aktif
- Unit dapat upset
Gangguan kecil dapat berkembang menjadi gangguan sistemik.
🔹 Dampak Jika Gagal
Jika sistem ini gagal, potensi dampaknya:
- Loss of flow
- Pressure spike downstream
- Process instability
- Trip unit
- Potensi overpressure
- Potensi pelepasan fluida berbahaya
Dalam plant petrokimia, kegagalan seperti ini dapat berdampak pada:
- Safety (SHE)
- Reliability
- Produksi
- Biaya operasional
🔹 Interaksi Lintas Disiplin
| Disiplin | Peran dalam Kasus |
|---|---|
| Electrical | Proteksi motor, suplai energi, koordinasi overload |
| Mechanical | Kondisi pump, suction blockage, bearing |
| Instrument | Akurasi flow transmitter & valve position |
| Control | Respons PID dan logika interlock |
Kasus ini membuktikan bahwa:
Tidak ada kegagalan yang berdiri sendiri dalam sistem proses.
👉 Section ini memperkuat Outcome System Interaction (E–I–C Integration).
4️⃣ Diagram Literacy Section (WAJIB)
Section ini adalah inti kemampuan teknisi E&I. Tanpa kemampuan membaca diagram, troubleshooting akan selalu bersifat reaktif dan spekulatif.
Kasus ini harus dianalisis melalui tiga jenis diagram utama:
- Single Line Diagram (Electrical)
- Loop Diagram (Instrumentation)
- Cause & Effect Matrix (Control Logic)
A. Single Line Diagram (SLD)
SLD menunjukkan jalur energi listrik dari sumber hingga motor.

🔍 Yang Harus Mampu Diidentifikasi Teknisi
- Incoming feeder dari MCC
- Circuit breaker / MCCB
- Contactor
- Overload relay
- Kabel ke motor
- Titik trip feedback ke DCS
🔎 Jalur Energi
Sumber → MCC → Breaker → Contactor → Overload Relay → Motor
Jika overload relay aktif:
- Contactor membuka
- Motor kehilangan suplai
- Trip signal dikirim ke DCS
🎯 Titik Proteksi
- MCCB (Short circuit protection)
- Overload relay (Thermal protection)
- Ground fault (jika tersedia)
Teknisi harus mampu menjawab:
Apakah trip terjadi karena proteksi bekerja normal atau karena setting tidak tepat?
⚠ Titik Isolasi
- Isolator lokal motor
- MCC bucket isolation
- LOTO point
Ini penting dalam konteks NFPA 70 dan keselamatan kerja saat inspeksi.
B. Loop Diagram
Loop diagram menggambarkan jalur sinyal instrument dari sensor hingga actuator.
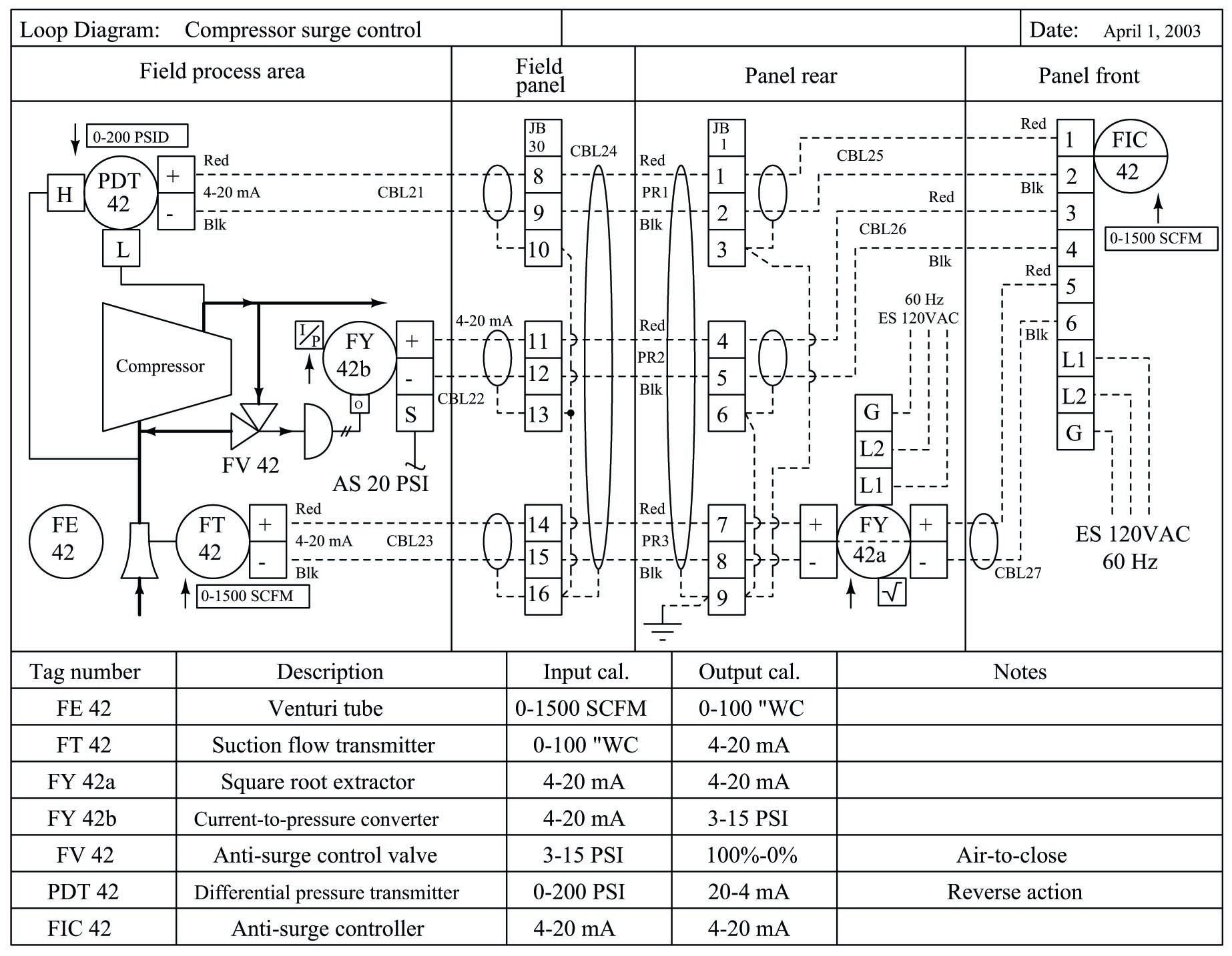

🔍 Jalur Sinyal
Flow Transmitter (FT) → 4–20 mA → AI DCS → PID Controller → AO 4–20 mA → Control Valve Actuator → Position Feedback
🎯 Titik Penting yang Harus Diperiksa
- Range transmitter
- Scaling di DCS
- Output PID (%)
- Valve actual position vs command
Dalam kasus ini:
Motor trip → Flow = 0 PID membaca flow rendah → Valve membuka 100%
Tanpa membaca loop diagram, teknisi bisa salah menyimpulkan bahwa valve rusak, padahal valve hanya merespons logika kontrol.
C. Cause & Effect Matrix
Cause & Effect menunjukkan hubungan antara event dan respons sistem.


🔍 Logika Interlock yang Relevan
| Cause | Effect |
|---|---|
| Motor Trip | Flow = 0 |
| Flow Low | Valve membuka |
| High Pressure | Alarm aktif |
| Extreme High | Interlock Trip |
🎯 Pemahaman Sistemik
Teknisi harus mampu menjawab:
- Apakah valve malfunction atau hanya mengikuti logika?
- Apakah pressure spike adalah penyebab atau akibat?
- Event mana yang terjadi pertama kali?
Urutan kronologis sangat penting dalam membaca cause & effect.
🔎 Integrasi Tiga Diagram
Kasus ini tidak dapat dipahami jika hanya melihat satu diagram saja.
- SLD menjelaskan kenapa motor trip
- Loop Diagram menjelaskan kenapa valve membuka
- Cause & Effect menjelaskan kenapa alarm pressure muncul
Ketiganya membentuk satu alur logis:
Motor Trip ↓ Flow Drop ↓ PID Open Valve ↓ Pressure Spike ↓ Alarm
🎯 Kompetensi yang Diuji pada Bab Ini
Teknisi Junior harus mampu:
- Membaca jalur energi
- Membaca jalur sinyal
- Memahami hubungan sebab–akibat sistem
- Menentukan event pertama secara logis
Tanpa kemampuan ini, troubleshooting akan selalu menyalahkan komponen terakhir yang terlihat.
5️⃣ Background & Failure Scenario
Section ini harus berbasis data aktual, bukan narasi asumsi.
🔹 Kronologi Aktual
Tanggal kejadian: 14 Mei Waktu: 02:13 WIB Durasi upset: ±30 menit Unit: Transfer pump to downstream reactor feed line
Urutan Event Berdasarkan Event Log DCS
| Waktu | Event |
|---|---|
| 02:12:31 | Motor current 108% FLA |
| 02:12:55 | Motor current 112% FLA |
| 02:13:07 | Motor overload alarm |
| 02:13:09 | Motor trip |
| 02:13:10 | Flow transmitter reading 0 |
| 02:13:12 | Control valve open 100% |
| 02:13:18 | High pressure alarm downstream |
Urutan waktu ini menjadi dasar analisis kronologis.
🔹 Data Parameter
Sebelum kejadian (trend 10 hari terakhir):
- Arus motor meningkat gradual dari 92% → 105% → 110% FLA
- Vibration naik ±15% dari baseline
- Bearing temperature naik 5–7°C
- Flow stabil namun sedikit menurun
Saat kejadian:
- Arus mencapai 115% FLA
- Overload relay trip
- Flow drop ke 0
- Valve command 100% open
🔎 Analisis Awal dari Data
Poin penting:
- Arus naik gradual → bukan short circuit mendadak
- Tidak ada voltage unbalance
- Tidak ada harmonic spike
- Tidak ada alarm bearing overtemperature
Ini mengarah pada indikasi overload mekanis, bukan gangguan listrik murni.
6️⃣ Symptom & Initial Finding
Section ini melatih teknisi untuk memisahkan fakta, data, dan asumsi.
🔹 Terlihat
- Motor trip alarm di DCS
- Valve posisi 100% open
- Flow reading = 0
- High pressure alarm downstream
Operator melihat efek terakhir dan cenderung menyalahkan valve.
🔹 Terukur
Berdasarkan histori data:
- Arus naik sebelum trip
- Vibration meningkat gradual
- Tidak ada voltage drop
- Tidak ada fault ground
Data menunjukkan motor bekerja lebih berat dari biasanya sebelum trip.
🔹 Diasumsikan Operator
- “Motor rusak.”
- “Valve malfunction.”
- “Relay sensitif.”
Inilah kesalahan umum troubleshooting: Fokus pada komponen terakhir yang terlihat.
Tujuan section ini adalah membangun disiplin berpikir:
Apa yang terlihat ≠ Apa yang menyebabkan.
7️⃣ Possible Causes (Structured Hypothesis)
Hipotesis harus lintas disiplin.
Tidak boleh langsung menyimpulkan satu penyebab.
A. Electrical
Kemungkinan gangguan kelistrikan:
- Setting overload relay terlalu rendah
- Voltage unbalance antar phase
- Loose termination
- Harmonic distortion
Namun data menunjukkan:
- Tidak ada unbalance
- Tidak ada short circuit
- Overload bekerja sesuai setting
Electrical mulai dieliminasi.
B. Mechanical
Kemungkinan gangguan mekanik:
- Suction strainer tersumbat
- Pump cavitation
- Bearing friction meningkat
- Impeller damage
- Alignment shifting
Data mendukung hipotesis ini karena:
- Arus meningkat gradual
- Vibration naik
- Beban motor meningkat perlahan
Mechanical menjadi kandidat kuat.
C. Instrument
Kemungkinan kesalahan instrument:
- Flow transmitter drift
- Scaling error di DCS
- Positioner tidak akurat
Namun:
- Arus motor benar-benar naik
- Trip terjadi di MCC
- Flow drop terjadi setelah motor trip
Instrument bukan trigger utama.
D. Control
Kemungkinan kesalahan kontrol:
- PID terlalu agresif
- Valve hunting
- Interlock logic salah
Namun: Valve membuka karena flow drop, bukan sebelum motor trip.
Control adalah efek, bukan penyebab.
E. Human / System
Faktor sistemik:
- Tidak ada inspeksi suction strainer rutin
- Tidak ada review trend arus
- PM bersifat time-based saja
- Tidak ada early warning threshold
Ini membuka kemungkinan root cause sistemik, bukan hanya teknis.
🔎 Penyempitan Hipotesis
Dari 5 kelompok:
- Electrical → kemungkinan rendah
- Instrument → kemungkinan rendah
- Control → kemungkinan rendah
- Mechanical → kemungkinan tinggi
- Human/System → sangat mungkin berkontribusi
Struktur ini memaksa teknisi berpikir sistematis dan tidak bias.
Pada tahap ini, kita sudah memiliki:
✔ Kronologi berbasis data ✔ Pemisahan fakta dan asumsi ✔ Hipotesis terstruktur lintas disiplin
8️⃣ Step-by-Step Investigation Flow
Investigasi dilakukan dengan prinsip:
Mulai dari trigger pertama, bukan dari efek terakhir.
🔹 Langkah 1 – Review Timeline & Event Log
Tujuan:
- Memastikan urutan kejadian
- Menghindari bias interpretasi
Dari DCS event log:
- Arus naik
- Overload alarm
- Motor trip
- Flow drop
- Valve open 100%
- High pressure alarm
Kesimpulan awal: Motor trip adalah event pertama.
🔹 Langkah 2 – Analisa Trend Arus 30 Hari
Parameter diperiksa:
- % FLA motor
- Trend kenaikan arus
- Stabilitas beban
Temuan:
- Arus naik gradual selama ±10 hari
- Tidak ada spike tiba-tiba
- Pola kenaikan konsisten
Interpretasi: Overload terjadi akibat beban mekanis meningkat perlahan.
🔹 Langkah 3 – Analisa Vibration & Bearing Temperature
Parameter:
- Overall vibration (mm/s)
- Axial vs radial
- Bearing temperature
Temuan:
- Vibration naik 15%
- Temperatur bearing naik ringan (tidak kritikal)
- Tidak ada indikasi misalignment ekstrem
Interpretasi: Beban meningkat tetapi belum merusak bearing secara langsung.
🔹 Langkah 4 – Verifikasi Fisik Suction Line
Dilakukan inspeksi lapangan:
- Buka suction strainer
- Periksa adanya debris
- Cek kemungkinan blockage
Temuan aktual:
- Strainer tertutup debris ±40%
- Aliran masuk pump terganggu
- Pump bekerja lebih keras untuk mempertahankan flow
Inilah titik kritis investigasi.
🔹 Langkah 5 – Review Histori PM
Ditinjau:
- Checklist PM
- Jadwal inspeksi suction
- Catatan temuan sebelumnya
Temuan:
- Tidak ada item inspeksi suction strainer
- PM bersifat general inspection
- Tidak ada review trend arus
Ini mengindikasikan gap sistemik.
🔹 Decision Point
Mengapa investigasi dimulai dari motor trip?
Karena:
- Motor trip adalah trigger
- Valve open adalah respons
- Pressure spike adalah efek lanjutan
Jika investigasi dimulai dari pressure spike, teknisi bisa salah fokus pada valve atau control tuning.
Pendekatan sistematis mencegah salah arah.
9️⃣ Root Cause & Contributing Factor
Section ini memisahkan:
- Root cause teknis
- Contributing factor
- System factor
🔹 Root Cause Teknis
Suction strainer partially blocked → Pump suction restriction → Pump bekerja lebih berat → Arus motor naik → Overload relay trip
Motor tidak rusak. Proteksi bekerja sesuai desain.
🔹 Contributing Factor
- Tidak ada inspeksi suction periodik
- Tidak ada monitoring beban pompa
- Tidak ada alarm early overload
Failure bukan mendadak, tetapi akumulatif.
🔹 System Factor
- PM hanya berbasis waktu (time-based)
- Tidak ada review trend arus & vibration
- Tidak ada criticality ranking equipment
Masalah sebenarnya bukan hanya debris, tetapi sistem pemeliharaan yang tidak berbasis data.
🔎 Pembelajaran Penting
Jika hanya membersihkan strainer tanpa memperbaiki sistem monitoring, kejadian akan berulang.
RCA harus mencapai level sistem.
🔟 Reference to Standard & Gap Analysis
Standar digunakan untuk menilai apakah praktik saat ini sesuai best practice industri.
🔹 Standar Mengharuskan
API 610
- Monitoring kondisi pompa critical
- Evaluasi beban & performance
IEEE 242
- Proteksi harus selektif & terkoordinasi
- Overload tidak boleh di-set sembarangan
IEC 60034
- Motor tidak boleh beroperasi terus-menerus di atas FLA
Best Practice Reliability
- Trend analysis untuk equipment critical
- Early warning threshold
🔹 Gap yang Ditemukan
- Tidak ada alarm pre-overload (misal 105% FLA)
- Tidak ada review trend rutin
- Tidak ada inspeksi suction sebagai item PM
- Tidak ada meeting reliability review
Proteksi bekerja benar. Sistem pemeliharaan yang gagal mencegah.
🔎 Analisa Gap Singkat
| Area | Kondisi Aktual | Best Practice | Gap |
|---|---|---|---|
| Monitoring arus | Tidak direview | Trend mingguan | Ada |
| Inspeksi suction | Tidak ada | Risk-based | Ada |
| Early warning | Tidak ada | Threshold alarm | Ada |
Pada tahap ini kita sudah menyelesaikan:
✔ Investigasi sistematis ✔ Identifikasi root cause ✔ Identifikasi contributing factor ✔ Analisa gap terhadap standar
Baik, kita lanjutkan hingga selesai sesuai outline terkunci.
1️⃣1️⃣ Corrective & Preventive Action
Tindakan dibagi menjadi empat level agar tidak berhenti pada perbaikan sementara.
🔹 Immediate Action
Dilakukan segera setelah root cause teridentifikasi:
- Membersihkan suction strainer
- Flushing suction line
- Verifikasi alignment pump
- Cek ulang vibration setelah restart
- Verifikasi setting overload relay sesuai nameplate motor
Tujuan: Mengembalikan sistem ke kondisi operasi normal secara aman.
🔹 Permanent Fix
Agar kejadian tidak berulang:
- Menambahkan inspeksi suction strainer ke dalam checklist PM
- Menentukan interval inspeksi berbasis criticality
- Menambahkan parameter beban pompa dalam form inspeksi rutin
- Review koordinasi setting overload sesuai IEEE 242
Fokusnya adalah menghilangkan penyebab teknis langsung.
🔹 System Improvement
Perbaikan sistem pemeliharaan:
- Tambahkan alarm early overload di 105% FLA
- Implement trend review meeting bulanan
- Buat critical equipment list
- Integrasikan data arus dan vibration dalam dashboard reliability
Tujuan: Mencegah kejadian serupa melalui pendekatan berbasis data.
🔹 Monitoring Plan
Agar tidak kembali menjadi reactive maintenance:
- Review trend arus motor setiap minggu
- Review vibration setiap bulan
- Audit efektivitas PM setiap 6 bulan
- Evaluasi KPI breakdown per kuartal
Monitoring bukan hanya mengumpulkan data, tetapi membaca dan menindaklanjuti.
1️⃣2️⃣ Risk & Safety Reflection
Kegagalan teknis kecil dapat berkembang menjadi risiko keselamatan serius.
🔹 Potensi Bahaya
- Overpressure downstream
- Relief valve lifting
- Rotating equipment hazard
- Arc flash saat inspeksi MCC
- Restart tanpa investigasi memadai
Dalam konteks NFPA 70 dan praktik keselamatan industri:
- Motor feeder harus diperlakukan sebagai area berisiko arc flash
- MCC inspection wajib mengikuti prosedur LOTO
🔹 Refleksi Safety
Beberapa pelajaran penting:
- Jangan reset trip tanpa memahami penyebab
- Jangan bypass interlock tanpa permit formal
- Jangan menaikkan setting overload untuk “menghindari trip”
- Jangan menganggap alarm sebagai gangguan biasa
Trip adalah proteksi, bukan masalah.
Proteksi yang sering trip biasanya menandakan ada masalah sistemik.
1️⃣3️⃣ Data Interpretation & Trend Awareness
Kegagalan ini sebenarnya sudah memberi sinyal 10 hari sebelumnya.
🔹 Parameter yang Harus Dipantau
- Arus motor (% FLA)
- Vibration (mm/s)
- Bearing temperature
- Flow stability
- Valve position fluctuation
Data harus dianalisa, bukan hanya disimpan.
🔹 Early Warning Indicator
Beberapa indikator yang seharusnya memicu investigasi:
- Arus naik >5% dalam 1 minggu
- Vibration naik konsisten 10–15%
- Flow menurun gradual tanpa perubahan beban proses
- Valve opening meningkat tanpa perubahan setpoint
Jika threshold sederhana ini diterapkan, motor trip kemungkinan besar dapat dicegah.
🔎 Interpretasi Trend
Pola kenaikan gradual menunjukkan:
- Beban mekanis meningkat perlahan
- Tidak ada gangguan listrik mendadak
- Tidak ada kegagalan bearing instan
Artinya: Failure bersifat progresif, bukan catastrophic.
Missed opportunity terjadi karena trend tidak dibaca.
1️⃣4️⃣ Competency Mapping
| Skill Area | Level Awal | Target Setelah Artikel |
|---|---|---|
| Troubleshooting terstruktur | W | I |
| Diagram literacy | W | I |
| System thinking | A | W |
| Data trend awareness | A | W |
| Safety reflection | A | W |
Artikel ini mendorong teknisi naik dari sekadar “bisa memperbaiki” menjadi “bisa mencegah”.
1️⃣5️⃣ Discussion Question (Toolbox Use)
Gunakan pertanyaan berikut untuk diskusi toolbox meeting:
- Mengapa investigasi harus dimulai dari event pertama, bukan efek terakhir?
- Jika suction strainer rutin diperiksa, apakah motor trip dapat dicegah?
- Apa risiko jangka panjang jika overload relay dinaikkan setting-nya?
- Apakah valve benar-benar malfunction dalam kasus ini?
- Bagaimana sistem monitoring bisa diperbaiki dengan biaya minimal?
Tujuan diskusi: Membangun pola pikir sistem, bukan menyalahkan komponen.
1️⃣6️⃣ Key Takeaway
- Efek sering bukan penyebab.
- Data historis lebih kuat daripada asumsi.
- Motor–Pump–Valve adalah satu sistem terintegrasi.
- Trend adalah early warning terbaik.
- PM tanpa review data = blind maintenance.
- Interlock adalah proteksi, bukan musuh produksi.
- RCA harus lintas disiplin dan berbasis sistem.
Catatan Penyusunan Artikel ini merupakan bagian dari serial peningkatan kompetensi yang dirancang untuk diikuti secara berurutan guna membangun pemahaman sistematis dan bertahap. Meskipun demikian, setiap artikel tetap dapat dibaca secara terpisah sebagai referensi mandiri sesuai kebutuhan pembaca. Materi disusun berdasarkan berbagai sumber pustaka teknis, praktik lapangan industri, serta dukungan alat bantu penulisan. Pembaca disarankan melakukan verifikasi lanjutan dan penyesuaian teknis sesuai dengan standar perusahaan, kondisi aktual peralatan, serta regulasi keselamatan yang berlaku.